Заточка
Заточка. Цель заточки получение острой и стойкой кромки. На первом этапе необходимо восстановить или исправить геометрию подводов, которые образуют режущую кромку.Нарушение геометрии в нашем случае это скол, замин, отгиб кромки в сторону, а также большой радиус на месте режущей кромки. Угол заточки как правило остается заводским. Изменяется угол заточки только осмысленно и целенаправленно, под определенные задачи, под определенный характер работы и не забывая при этом про возможности и характеристики самой стали из которой изготовлен клинок. Как правило это требует определенных знаний и опыта. При несоблюдении этих требований, и их пренебрежении мы можем получим замины на кромке или выкрошенные участки кромки.
На втором этапе осуществляется доводка кромки, которая влияет на стойкость кромки.

Цель заточки — получение острой кромки, показана красным цветом.
Заточка осуществляется путем удаления «лишнего» металла с подводов на абразивных камнях. Для грубой работы по восстановлению геометрии сильно поврежденной кромки со сколами необходимо начать работу на камне зернистостью #180 — #230 грит. Для исправления подводов без сколов начать работу достаточно с камней #400 грит. Для обычной заточки ножа без повреждений кромки, и нарушения геометрии подводов используют камень #1000 грит. Легкую правку можно осуществить на камнях #1500 — #2500 грит. Камни от #3000 грит и выше предназначены для доводки кромки, так как работают медленно и исправить геометрию на них уже не получиться, а вот довести кромку до необходимой чистоты отделки — да. Поэтому к камням после 3000 грит необходимо полностью довести кромку по всей ее длине, и с этой зернистости у нас кромка начинает приобретать определенную стойкость.
Зернистость камней постепенно уменьшается. С уменьшением зернистости уменьшается и давление на абразивный камень. Оптимальным считается уменьшение зернистости примерно в два раза по зернистости (грит), например, 400 — 1000 — 2000 — 4000 — 8000 грит. Такой переход обусловлен тем, что при этом более мелкий абразив за достаточно короткое время позволяет убрать риски предыдущего абразива. Более большой шаг приведет к тому, что риски от более крупного абразива придется выводить гораздо дольше. Но тут есть исключение. Мы можем повышать угол при заточке и тогда шаг между абразивами можно делать более большой, только для этого нужен определенный опыт, навык и знание. Поточить нож можно и на двух камнях, но стойкость режущей кромки будет достаточной только для продуктов и то, если не резать их на обычной доске.
Необходимо правильно подобрать абразивный материал по составу зерна, связки, по размеру. Кратко: для нержавеющих сталей лучше абразивы из карбида кремния, для углеродистых сталей — из оксида алюминия; керамика хороша для всех типов сталей; алмазы хороши на грубой обработке — экономят время, но оставляют и более сильные царапины. которые выводить дольше чем после других абразивов. Твердость связки не должна быть чрезмерной — приведет к тому, что камень засалиться и перестанет работать. Правильно будет если зерна будут обламываться и обнажаться новые, так заточка будет идти быстрее. При этом не забывайте, что при этом камень может терять плоскостность.
Важно при заточке чередовать стороны подводов во время работы, что позволяет уменьшить образование заусенца и увеличивает скорость и качество работы. Перед переходом на следующий, более тонкий абразив необходимо поработать на камне и с уменьшением давления.
Завалить кромку можно за одно мгновение.
При заточке на приспособлениях необходимо выхаживать РК на каждом абразиве до полного исчезновения заусенца от него не прибегая к деревяшкам и ремням с пастой. При заточке без приспособлений этому правилу стоит следовать тоже. Основной критерий — полностью отсутствие блика вдоль РК — тонкой блестящей полоски. Наличие этой полоски указывает на то, что риски от доводочного абразива не выходят на РК. Это трудно получить без приспособлений из-за качания клинка при заточке, а у новичков накладывается еще нечеткость движений в начале и остановке на абразиве, то есть не постоянство нажима во время рабочего движения — нажим должен быть всегда постоянным вначале движения, на всем пути движения и при четкой остановке движения. Без закидонов аки у кино. /dmitrichW/ http://forum.guns.ru/forummessage/224/484095-31.html/
Абразивные камни должны быть подготовлены к работе. А также непосредственно перед работой водные камни необходимо замочить минут на 15 или просто увлажнить. Проверить достаточно ли камень был замочен, можно достав его из воды и посмотрев на него. Если на поверхности видно жидкость, то камень готов к работе, если жидкость с поверхности немедленно уходит внутрь камня, то камень еще должен полежать в воде. Некоторые водные камни не требуют предварительного замачивания. Это можно определить брызнув на сухой камень, если вода мгновенно впиталась, то камень нужно замачивать, если вода осталась на поверхности, то камень достаточно побрызгать водой без предварительного замачивания.
Масляные камни необходимо смазать маслом, например, оливковым или маслом камелии. На финишных камнях масло должно быть нанесено тонкой пленкой.
Если поверхность грубая (иногда для быстрой вандальной заточки использую поверхность сразу после 20мкм. порошка) — побольше (целая капля на поверхность ~15х4 см.), может быть — пройтись салфеткой без нажима после.
Если тонкая поверхность и заточка невандальная(подводы того, чего точим доведены ==не содержат грубых резких рисок — где-то после 8КГрит) — чтобы поверхность восково блестела..чаще такое получается уже после одной заточки + прошелся салфеткой тщательно и камень денек полежал — вот это самое оно для тонкой заточки с ухищрениями и деликатностями.
Ежель поверхность покрывается точками металла (хорошо видать по бликам) — побольше масла, поменьше нажим..можно еще точить что-нить потверже)
В последнее время — размазываю каплю масла по поверхности и, если не комфортно, то добавляю-убавляю. Сильно забивается — чищу с маслом, добавляю масла. Не чувствуется контакт — убавляю. Нет ощущения работы — убавляю.
+\- давление. Такое вот имхо зародилось ввиду человеческого фактора при заточке) Ну и других, о коих думать лень.
Это обще для всех моих камней (не только яшма). /Botanic/ http://forum.guns.ru/forummessage/224/1199536-4.html/
Техника заточки. Основное движение — это перемещение ножа по абразивному камню (при заточке на камнях) при соблюдении необходимого угла с нужным давлением и почти его отсутствием на доводочных операциях.
Движение осуществляется или по всему камню (А), или короткими движениями постепенно меняя участки ножа по участкам камня с постепенным перемещением по всему камню(Б).


Нож лучше располагать под углом к камню — так легче соблюдать угол при заточке и нож меньше будет «гулять» относительно камня. Сделав несколько движений, необходимо посмотреть на подвод и определить правильно ли выбран угол заточки. Работать нужно до появления заусенца, при этом не на одной стороне, а меняя периодически сторону ножа, тогда подводы будут равномерными с обоих сторон.
*************************************************************************************************
Клинок не должен изменять «угла атаки» — наклона полотна относительно плоскости бруска. Удерживайте его постоянным. В зависимости от назначения ножа этот угол варьируется от 15 до 25°. При заточке следят за формированием заусенца со стороны, противоположной затачиваемой: когда он равномерно образуется по всей длине затачиваемого участка, переходите на следующую часть лезвия. Добившись равномерного заусенца по всей длине лезвия, переходите на противоположную сторону клинка.
Формирование заусенца.
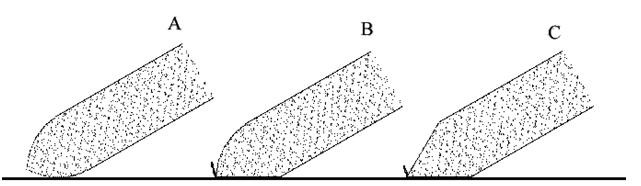
А — начало заточки, В — формирование заусенца, С — формирование заусенца с противоположной стороны. Обратите внимание: угол заточки (т. е. расположение оси клинка относительно плоскости абразива) постоянный.
Переверните нож ещё раз и аккуратно снимите заусенец, одновременно выхаживая режущую кромку по всей длине, после чего повторите то же действие с противоположной стороны.
Основной объём работ по съёму материала на этом завершён. Сходная по технике работа на абразивных брусках средней зернистости (от #800 до #2000) служит для удаления следов от грубой заточки или восстановления остроты незначительно притупившегося лезвия. Если на режущей кромке нет небольших забоин, то можно начинать заточку даже с камня зернистостью #1000 или #2000. На этих брусках скорость удаления материала намного ниже, а чистота поверхности — выше. Именно этот диапазон абразива служит для основной работы по заточке. Следующий за заточкой переход на абразивы зернистостью #3000 — #5000 связан с доводкой и правкой. Вообще уже на бруске #3000 можно получить результат, удовлетворяющий подавляющее большинство пользователей. Однако доведённое полированием лезвие будет более стойким.
Широкая номенклатура зернистости японских камней позволяет подобрать достаточно экономичный и эффективный набор под любой уровень сложности задач, решаемых абразивным инструментом: от ремонта повреждённого лезвия до его аккуратной правки. Ну, а специальные приспособления (держатели камней, направляющие, средства восстановления плоскости камня) обеспечат максимальную простоту их применения даже пользователю, не обладающему навыками заточки и доводки режущей кромки. При этом достигаемый результат зачастую поражает начинающих заточников, просто отказывающихся верить в то, что они сами способны довести остроту режущих кромок ножей до весьма впечатляющего уровня. Ведь работа притупленным и просто тупым ножом — это использование лишь половины его реальных возможностей.
/ А. Марьянко. Заточка ножей на японских водных точильных камнях /
Видео по заточке от Ярослава ака oldTor