Микроподвод
Теория и практика микроподвода
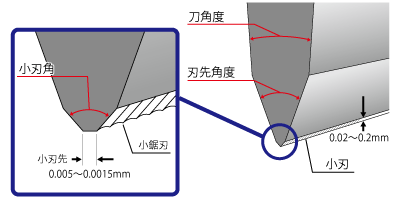
Микроподвод — частный случай многоступенчатой заточки с повышением угла при переходе на более тонкое зерно. При этом методе металл снимается не со всей поверхности подвода, а с минимальной его части, при этом можно более точно минимизировать давление на кромку. Микроподвод является средством получения стойкости режущей кромки.
ИСТОЧНИК: http://sharpeningtechniques.blogspot.com/2010/10/mirco-bevel.html
На твердых сталях, особенно на сталях с крупными карбидами (D2, Х12МФ, UHC на Roselli) правильно выполненный микроподвод позволяет избежать выкрашивания кромки это пожалуй не менее важно, чем для мягких и пластичных сталей. Впрочем даже для благополучных во всех отношениях сталей (VG10, YXR7) микроподвод позволяет очень существенно увеличить стойкость (и стало быть срок службы) кромки.
Переход к формированию микроподвода возможен только после того как полностью проработана геометрия подводов и кромки.
Для микроподвода применяют тонкие абразивы с плотной структурой, чем плотнее, тем лучше результат. Очень хорошо показали себя в работе по микроподводу полупрозрачные и тонкие черные арканзасы, яшма, а также белоречиты и байкалиты (микрокварциты). Неплохой результат при отсутствии перечисленных природных камней могут дать керамика FINE или SUPERFINE от SPYDERCO, твердые водные камни. Микроподвод становится эффективным начиная с зернистости или аналога 6000грит. Чем тверже сталь, тем тем эффективнее и полезнее использование очень тонких камней.
В любом случае поверхность камня, на котором будет выполняться микроподвод должна быть тщательно доведена до минимальной шероховатости и быть плоской. Угол при работе должен очень четко удерживаться, без качания.
Угол микроподвода должен быть минимальным и не должен превышать 5 градусов. При повышении угла безконтрольно, бездумно, стойкость кромки увеличивается, но нож перестает хорошо резать, сильно повышается сопротивление при проникновении ножа в материал.
Делается он вдоль РК почти без давления. На самом деле очень важно: НЕ ДАВИТЬ!
Амплитуду движений при выполнении микроподвода следует уменьшить, лучше до 1-1,5 см, что позволит более четко следить за давлением и местом работы на кромке.
Достаточно легко выполнить подвод, работая на приспособлениях типа Apex и Ермак, они позволяют строго выдержать угол и работать почти без давления.
Заточка с оставлением припуска, без проточки кромки грубым абразивом — эффективная вообще штука и неплохо экономит время. Если конечно степень деградации РК не требует вмешательства достаточно грубым абразивом.
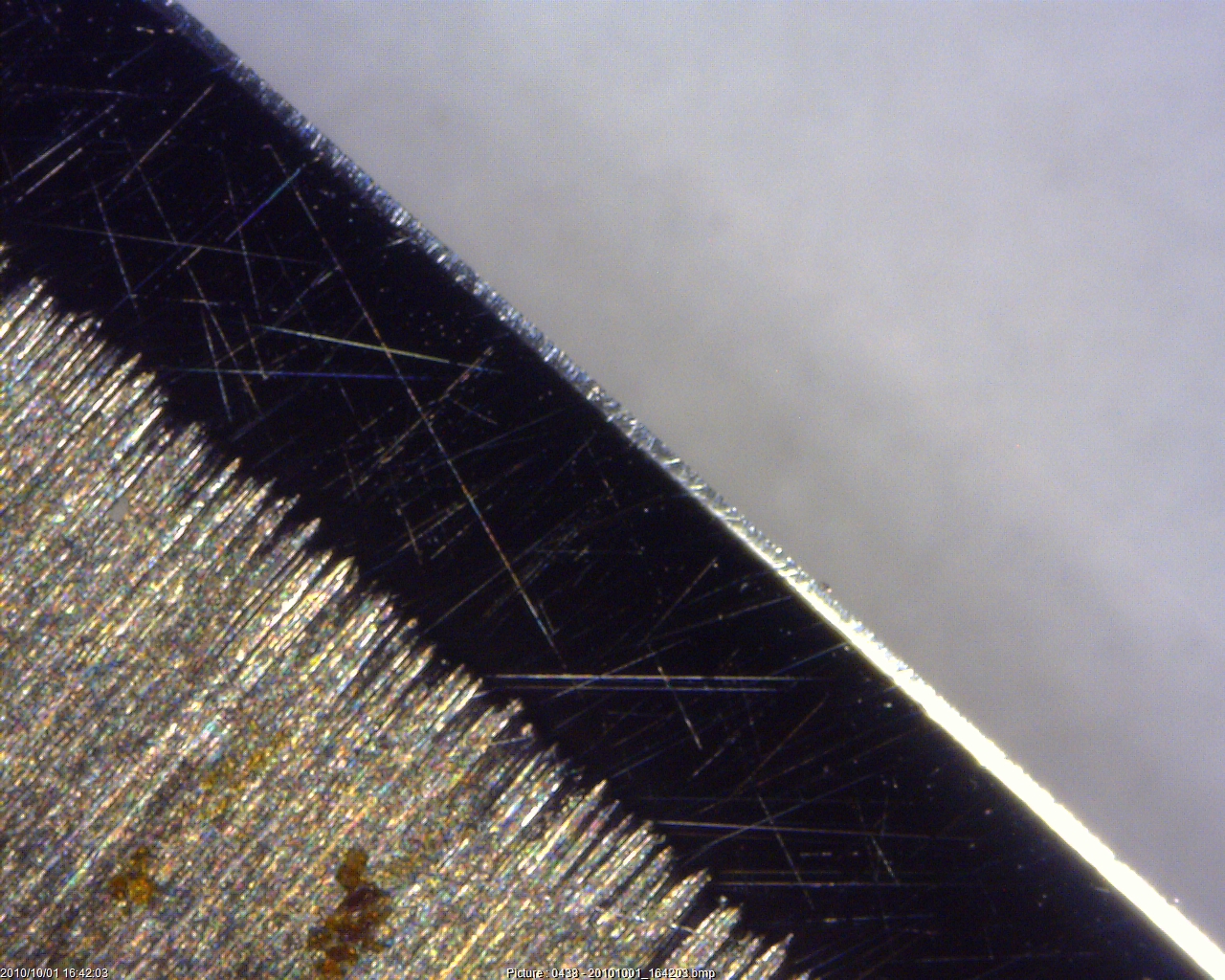
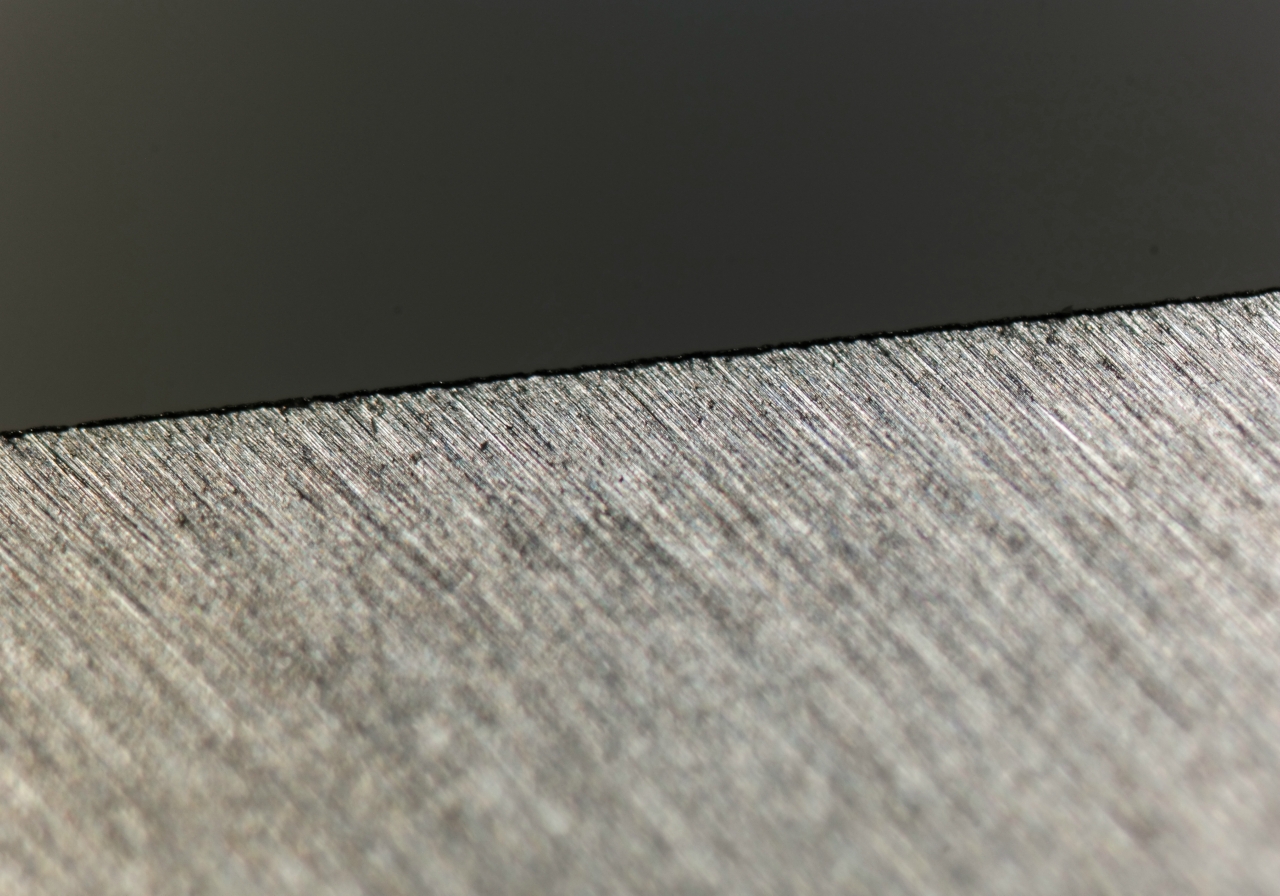
Вот правил тут аутдорник из elmax — для начала проточил на приспособе boride cs-hd 600, но не прорабатывая кромку, а до того момента, как её начали слегка царапать зёрнышки бруска. На фото видны у кромки остатки финишной фаски, слегка затронутые борайдом:
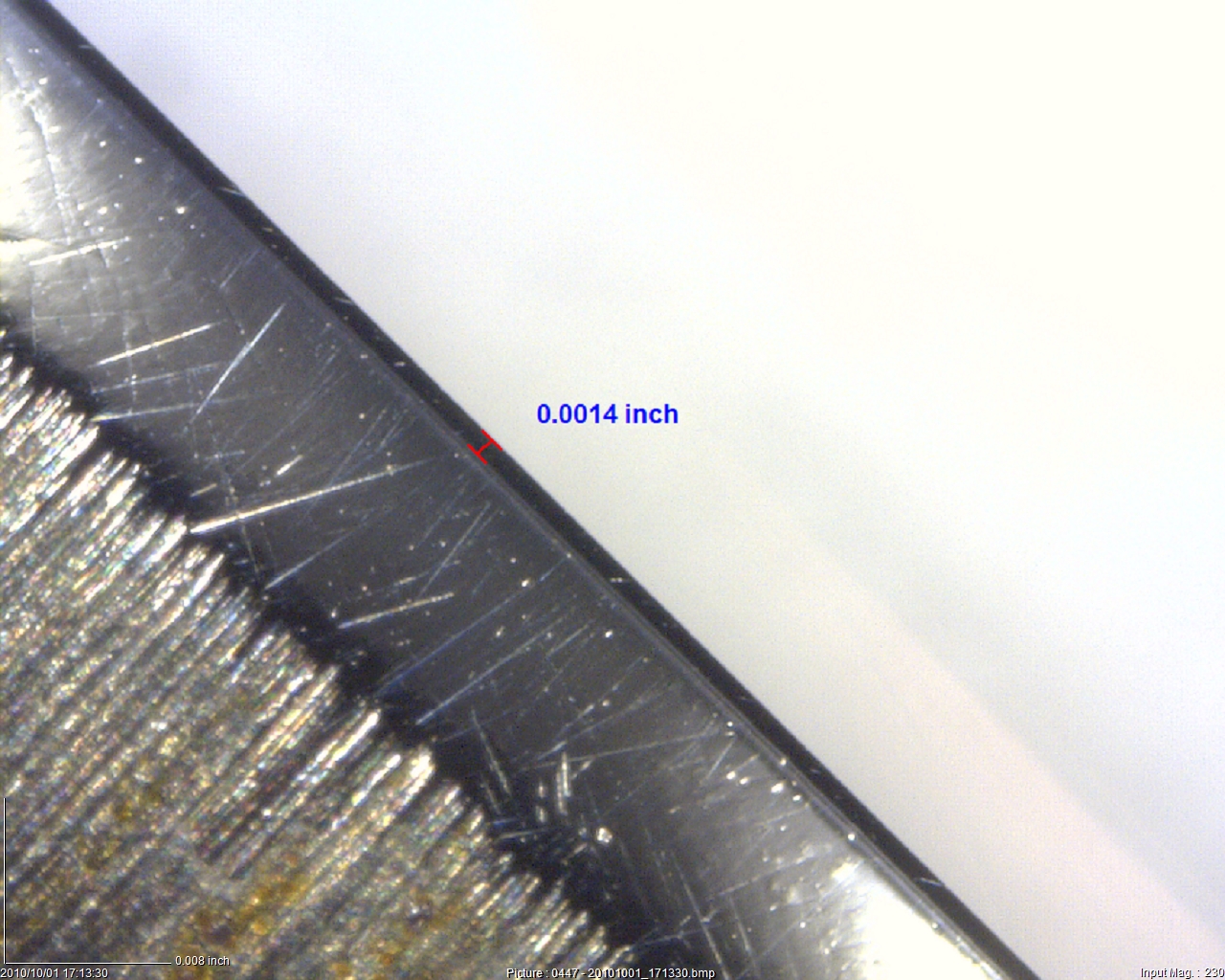
Далее я увеличил угол и выполнил микроподвод на вашите (притирка на КК до F600):
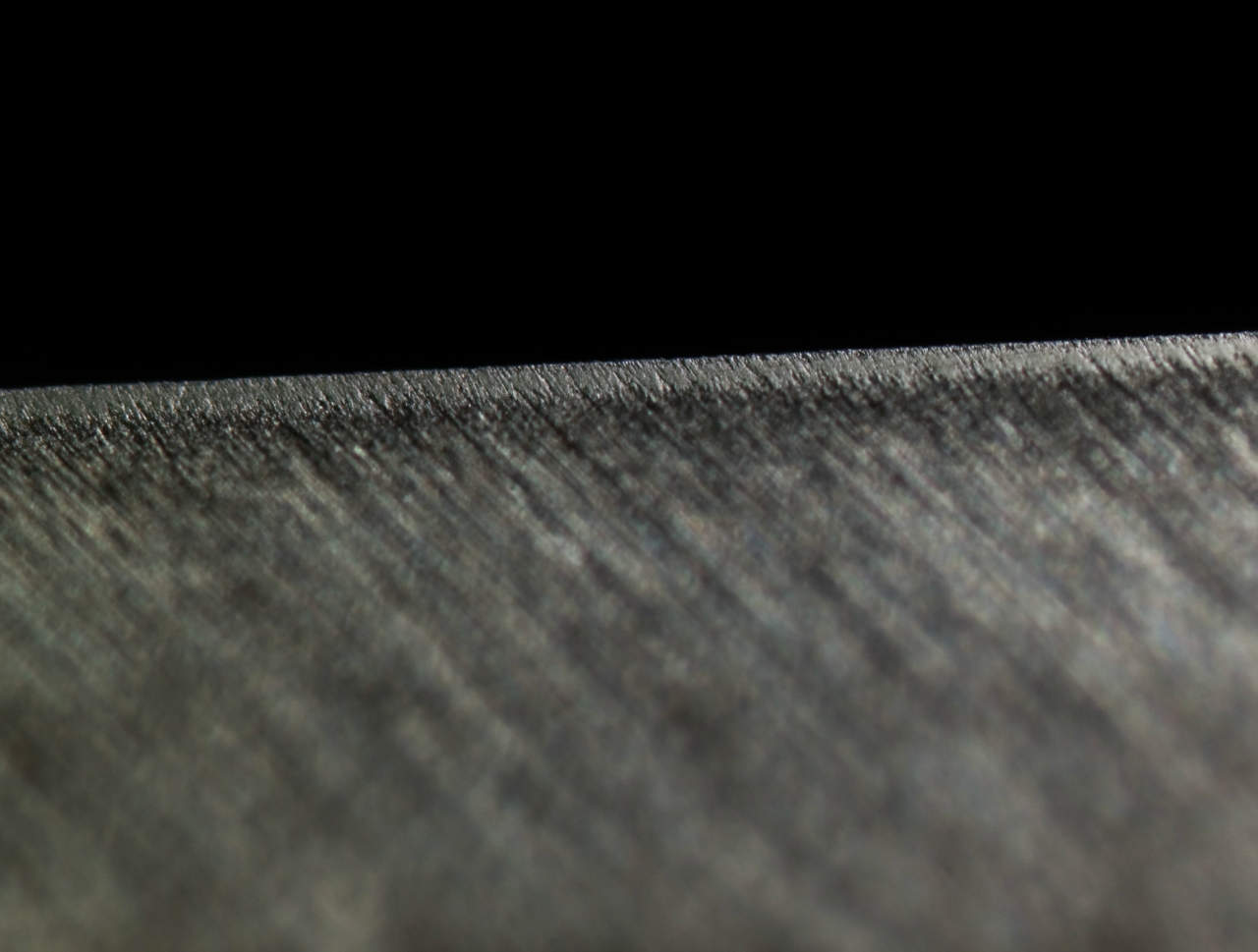
Полный угол микроподвода — 36 градусов, волос застругивается.
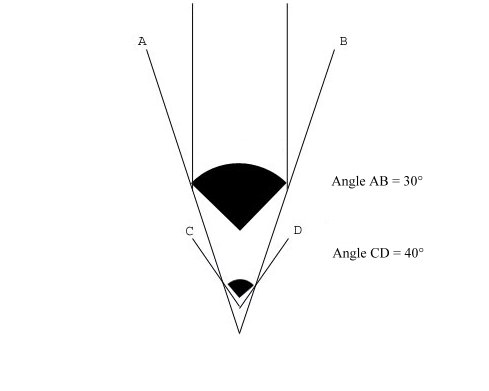
Заодно сделал макрофото поверхности использованных абразивов (~540х), фото кликабельны:

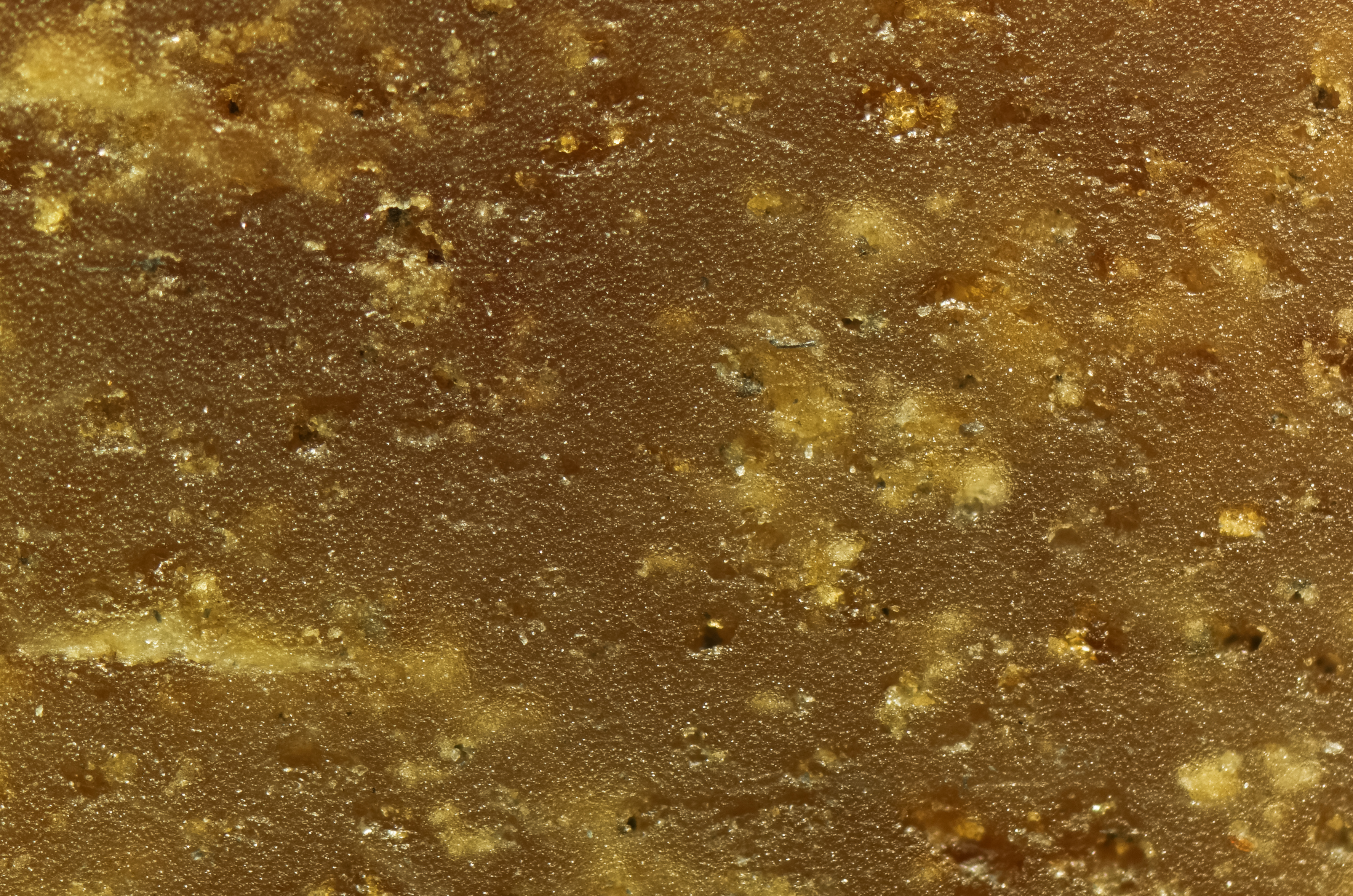
При притирке борайда, как можно видеть на фото, выявились некоторые косяки, однако в работе они не мешали.
http://www.liveinternet.ru/users/oldtor/post369871180/ /oldtor/
Статья выполнена по материалам тем:
Микроподвод. Теоретические основы и предпосылки.
В чём смысл микроподвода
Микроподвод. Практическое руководство.
Большая признательность dmitrichW, Nikolay_K, iliankin, OldTor, Alexx_S, а также другим участникам данных тем.