Про абразивные порошки и пасты
Низкое качество некоторых марок и последствия неумелого пользования данными абразивными средствами, совершенно обоснованно вызывают у многих брадобреев отторжение, однако абразивные порошки их производные – древнейшее и эффективное средство доводки режущего инструмента, которые должны быть в арсенале заточника.
К сожалению, даже на специализированных технических форумах этот вопрос освещен расплывчато, а именно четкость представления о работе этих абразивов, да, в общем, и всех остальных, позволяет определить им место в сете и подходы в работе. Коротко осветить этот вопрос невозможно, поэтому совершенно необходимо усилить свою мат.часть чтением специализированной литературы — http://файлообменник.рф/5l2jd6yc9gfc.html (копируйте в строку поиска браузера)
1. Ящерицын П.И. и др. Тонкие доводочные процессы обработки деталей машин и приборов, Минск, 1976
2. Оснас Я.В. Отделка поверхностей измерительных инструментов, М, 1956
3. Henk Bos, Janneke Bos and Ge Bos-Thoma, Grinding and honing. Part 1 INFO 20M Information for ship and toollovers, Netherlands, 2012
Основные моменты попробую осветить. Кому интересно, терпите,  а кому нет — читайте выводную часть.
а кому нет — читайте выводную часть.
Для чего необходимо обрабатывать кромку абразивами с уменьшением размером зерна (увеличения гритности)? Очень округленно на этот вопрос можно ответить следующим образом. Для того чтобы создать такой уровень заострения кромки (или радиус скругления, не путать с завалом РК), чтобы волос рассекался от малейшего давления на него (вспомните задачку по физике, где нужно было рассчитать уровень заострения иглы, чтобы проколоть доспехи рыцаря). Радиус скругления РК задает размер абразива – риски абразива, выходящие на РК её и формируют. Резать волос может уже кромка, сформированная 1000грит, но под большим давлением, т.е. будет отчасти давить и тянуть волос («широкий» радиус), что даст неприятные ощущения. С уменьшением зерна абразива, будет уменьшаться радиус скругления кромки (она будет легче проникать в волос) и необходимое давление для рассекания волоса, соответственно комфорт будет повышаться. Брить (рассекать волос от соприкосновения) кромка начинает где-то от 1,2 (8000грит JIS, 1998, для прошлых серий стандарт JIS подразумевал, что 8000грит – 1,8-2,1мкм) – это с учетом давления, которое задает масса бритвы и руки. В идеале волос должен рассекаться под собственным весом (тест на волос) – тогда бритье выглядит «как будто снимаешь пену», т.е. без дополнительных усилий. Такая кромка получается при РК, сформированной абразивом не более 1 мкм, те. 10-12 000 грит (JIS, 1998) минимум, а точнее не более 0,7-0,5мкм (15-30 000 грит, JIS, 1998), такое заострение мы можем получить на небольшом количестве камнях — из синтетики это всего лишь Suehiro Gokumyo 15 и 20 000 и ShaptonGlassStone 30 000, среди натуралов выбор богаче – все известные финишники. Небольшая проблема натуралов в том что, они неоднородны по составу (в т.ч. из-за материала связки) и могут давать паразитные риски. Например, гуанси работает тонко, но содержит много примесей, в отличие от эшера, который не только тонкий, но ещё и очень однородный. Арканзасы и байкалиты – тонко работающие и однородные камни «без связки», но, к сожалению, твердость зерна и жесткость его закрепления, делают его не лучшим полировальником для тонкой и хрупкой кромки бритв, но безусловно можно подобрать условия работы, при которых будет получен очень достойный результат. О япнатах чуть позже.
И казалось бы на финише в 0,5мкм можно было бы успокоится. Но во-1, не у всех есть возможность приобрести камни с зерном 0,5мкм, а во-2, и это самое главное – при работе на субмикронном уровне появляются условия для выраженного проявления процессов отличных от резания-царапания — процессов пластических деформаций («текучесть» металла, уплотнение поверхностных слоёв и увеличение микротвёрдости – наклёп).
первая же ссылка по запросу в гугле выдаёт такую информацию:
Пластическая деформация монокристалла металла сопровождается искажениeм кристаллической структуры, образованием осколков и возникновением остаточных напряжений в кристалле. Эти явления, затрудняя процесс дальнейшей деформации, вызывают изменения механических и физико-химических свойств исходного металла: прочность, твердость, электросопротивление и химическая активность увеличиваются, при oдноврeменном уменьшении пластичности, ударной вязкости, магнитной проницаемости и т. д. Совокупность изменений механических и физико-химических свойств в результате холодной пластической деформации называют упрочнением (или наклепом
B большинстве сплавов всегда присутствуют нeметалличeские примеси (окислы, карбиды и т. д.), которые располагаются между зернами в виде пленок или отдельных шариков. При обработке давлением эти включения раздробляются и вытягиваются, придавая металлу волокнистое строение (рис. 1, б), котоpoе при соответствующей обработке поверхности наблюдается невооруженным глазом.
Величина пластической деформации металлов ограничена их пластическими свойствами. При некоторой, вполне определенной для каждого металла, величине деформации в нем образуются микротрещины, которые при дальнейшем деформировании интенсивно развиваются и вызывают его разрушение.
Если пластическая деформация оказывает упрочняющее влияние на металл, то повышение температуры вызывает его разупрочнение.
Прочность и ударная вязкость волокнистого металла вдоль волокон выше, чем поперек волокон и это свойство деформированного металла используется при разработке технологического процесса изготовления деталей. Заготовку для будущей детали деформируют таким образом, чтобы направление волокон совпадало с направлением максимальных растягивающих напряжений, возникающих в детали при работе, а сами волокна огибали контур детали и не перерезывались при окончательной механической обработке изделия)
а при работе на закрепленном абразиве (камнях) преобладают процессы резания-царапания, тогда как нам, наоборот, нужно избавиться от всех рисок и создать «нужные» пластические деформации. Зачем? Потому что, одного заострения мало, надо чтобы такая острота долго держалась, а для этого надо сделать наклёп и вывести по-максимуму риски, т.к. царапины, особенно выходящие на кромку – это концентраторы напряжений и коллекторы влаги для коррозии, которые ослабляют кромку и скоро выльются в замины и сколы.
На царапины, не входящие на РК в принципе можно не обращать внимание — не фаской же бриться, но выходящие критичны и рано или поздно приведут к повреждениям
Для такой работы нам нужны пасты и достаточно эластичные полировальники, чтобы зерно не сколько резало, сколько давило. Другими словами, чтобы при давлении зерно углублялось в материал пасты/притира и не оставляло в детали царапин на глубину размера зерна. Очевидно, что для этого абразив должен быть нанесен на эластичное основание, или, по крайней мере, на материал мягче бритвы, чтобы абразив шаржировал притир, а не бритву или, если притир не применяется, быть в составе достаточно вязкой СОЖ/пасты, причем важно, чтобы вещества пасты хорошо смачиватли/прилипали к поверхности обрабатываемой детали. Это, например, олеиновая и стеариновая кислоты. Именно поэтому они входят в состав всех доводочных паст/жидкостей или применяются в индивидуальном виде. Оливковое масло содержит также большое количество олеиновой кислоты и поэтому также является распространенным СОЖ при доводке режущего инструмента. А результат доводки «зависит от давления, скорости перемещения и количеством и составом связки» (Оснас, 1956, с.22). То есть понятно, что пасты – это совершенно иной инструмент и требует других подходов, нежели работы на камнях. Как влияет техника работы, состав и консистенция паст, давление, температура и т.д. можно прочитать в книге Ящерицина с соавт., например:
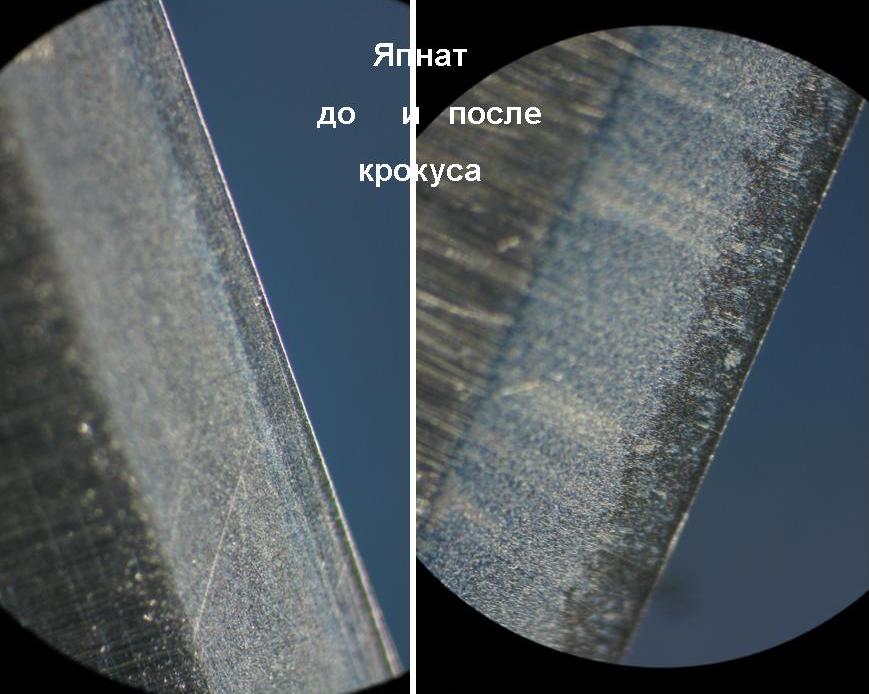
очень интересная тема про блестящие и матовые поверхности (стр. 214). Пишут, что матовые устойчивее. Оно и понятно, тк величина напряжений пропорциональна глубине рисок. А матовость и образуется за счет точечных и неглубоких рисок-кратеров — это наблюдается при работе на суспензии натруальных камней, особенно японских ведь они в виде дисков, а не гранул. Но видимо матовая поверхность лучше зеркальной, полученная «неправильным» способом (с узкими царапинами), но хуже «зеркала», полученное правильным способом, т.к. зеркало — это вообще отсутствие каких-либо углублений, т.е. высший, 14 класс шероховатости. С другой стороны, равномерное и частое распределение рисок снимает напряжение, но одно дело создать и разгружать условно 10 единиц напряжения — что делают синтетики, а другое 1 ед — что делают сланцы. Очевидно, что натуралы , сланцы в первую очередь, работают более щадаще — см. фото. Арканзасы-байкалиты всё же оставляют глубокие царапины, но возможно это зависит от качества камня и степени его проработки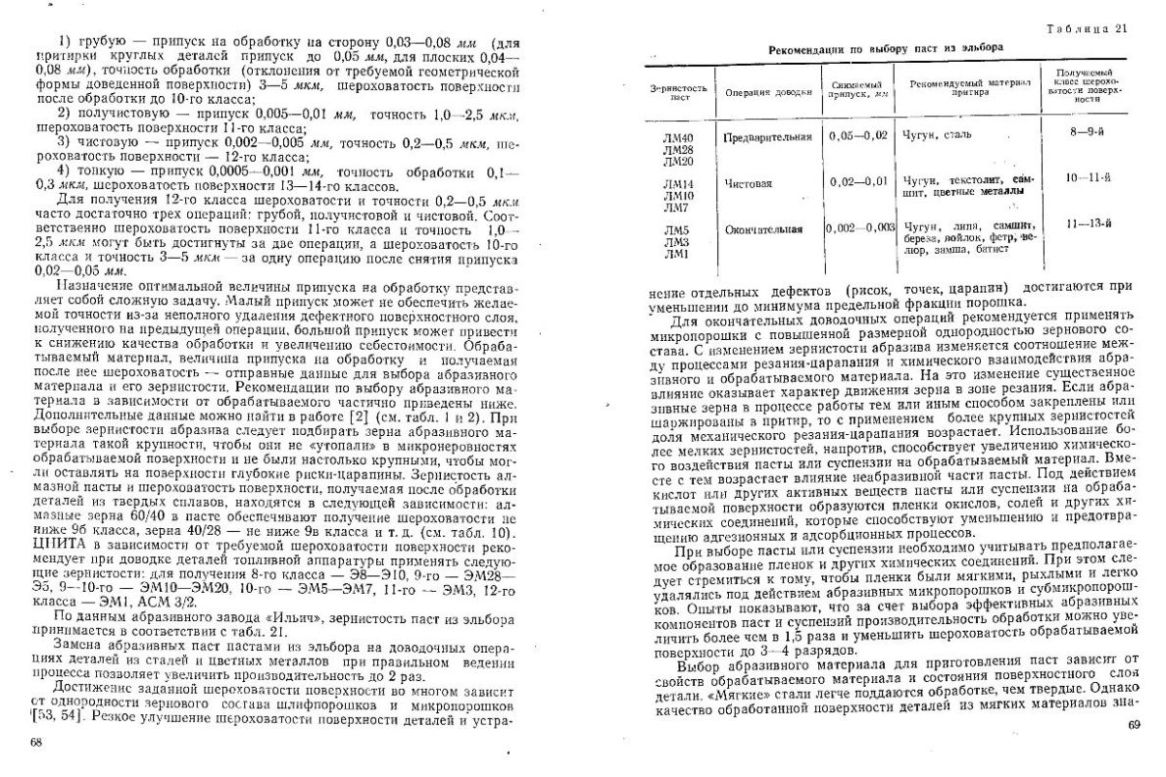
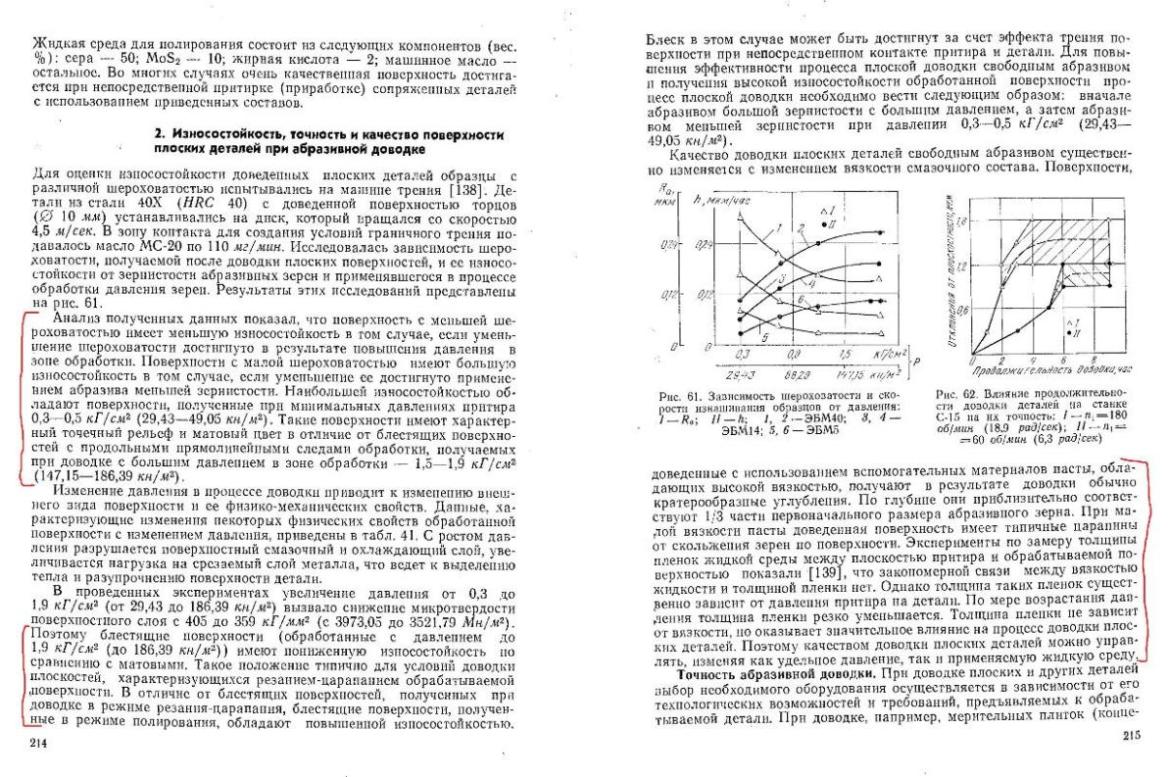
Вот как выглядит работа крокуса на кромке, полученной на синтетике и натурале:
Если попробовать обобщить правила работы с пастами для наших нужд, то получится примерно следующее:
1. пасты можно использовать для заточки и доводки, но всему свое место и время.
Пасты для заточки готовят на основе абразива с достаточно крупным размером зерна от 20-28 мкм (М28), которое должно быть закреплено на достаточно твердом притире (чугун и сталь, например) и работать по типу резание-царапание. Пасты для доводки готовят на основе абразива с размером зерна менее 20 мкм, и в случае паст с зерном от 14 мкм (М14) должно быть закреплено на притире более мягком, чем материал детали (в случае если деталь – бритва, то притир – цвет. мет., дерево, кожа, пластик, ткань, фетр и др.) и работать на формирование пластических деформаций (см. также стр. 68 под сполером). Использование для заточки доводочных паст, да еще на эластичном полировальнике (кожаном ремне, например) просто бессмысленно – вместо съема металла, будет сглаживание царапин по вершинам и вытягивание заусенца и/или формирование непрочной кромки-фольги. Из-за последнего кстати некоторым товарищам удается даже пару раз побриться и они считают, что заточили таким образом бритву и продолжают упорно мурыжить бритву на пастированном ремне, формируя одноразовую кромку. Если ремень узкий, то центр лезвия бритвы будет чаще проходить по ремню и быстрее утачиваться, образуя обратную улыбку. Если так «точить» три раза в неделю, то улыбка образуется уже через пару лет. Если ремень широкий, то утачивание идет равномернее и бритва не так катастрофически теряет во внешнем виде.
2. важно правильно выбрать притир/основание под пасту/порошок.
Он должен быть нужной твердости. Классика — чугун, но хочется чего-то попроще. Уже написано, что на этапе доводки-полировки бритвы притир должен быть мягче бритвы, мягким, но не прогибающимся – для доводки поверхности фаски режущего инструмента важно не завалить кромку, иначе абразив её закатает и бритва затупится. Другими словами, никаких подвесных пастированных ремней, только на колодке. Материал ремня может быть различным, часто это кожа или хлопок. Очень распространены деревянные «ремни» — борды (от board). Материал — самшит, бальса, липа, береза, лимонное дерево и др., главное, чтобы без смол и неоднородностей и не плохо, чтобы пористое, т.к. поры – это депо свежего абразивного материала. У дерева много преимуществ по сравнению с кожей и тканью:
— не нужно ничего кроме дерева
— легкость ремонта и нанесения пасты. Дерево можно спокойно обрабатывать, греть и поливать растворителями, даже водой – из бальсы инки делали плоты и каноэ.
— хорошая твердость – мягче чугуна, но тверже кожи – критичные прогибы исключены.

Более подробно об этом в книге Bos&Bos.
Некоторые используют в качестве основания камни и стекло, но лучше камни оставить для классической заточки-доводки, а стекло приспособить для непрогибающейся подложки ещё одного материала для притира – ленты и пленки. Наждачная бумага – прекрасный материал как в чистом виде, так и с пастами нужной зернистости. Прочитайте Ящерицина с соавт. и сможете заточить бритву без камней.
3. Состав и однородность пасты, СОЖ и порошков.
Важнейший пункт. Под каждую задачу и материал разрабатывается свой состав. В пасту или СОЖ должны входить олеиновая и/или стеариновая кислоты. Простейший СОЖ для работы с шлифпорошками – оливковое масло или олеиновая кислота, разбавленная до нужной консистенции этанолом, бензином или маловязким минеральным маслом (+стеарин/воск ели нужна паста). В продаже имеются уже готовые «носители», например, WD-40, состоящие из мин. масла и жиров – состав не разглашают, но говорят там рыбий жир, а он содержит стеариновую кислоту в чистом виде и большое количество производных олеиновой кислоты. WD-40 уверенно хорош для крокуса и диалюкса. Часто просто втирают насухую порошок, смешивают с каким-либо маслом или готовят спрей на спирту во флаконе от духов. Как работают приготовленные таким образом различные порошки см. в книге Bos&Bos.
Важно значение имеет вид и чистота абразива. Для доводки используют огромное количество порошков, о которых можно почитать в приложенных книгах, но наибольшее распространение получили оксид хрома и оксид железа (крокус). Умышленно умалчиваю об алмазах, т.к. ИМХО не стоит новичку их применять на бритвах. Размер зерна оксида хрома колеблется, исходя из состава разных паст ГОИ от 40мкм до 0,1мкм, крокуса 0,1-6мкм. Нам нужны порошки оксида хрома 0,3-0,5мкм и оксида железа 0,1мкм с малым разбросом зерна по размеру . Где брать? Делать самим или покупать в проверенных местах. Вот две ссылки на темы — 1 и 2.
Красный DIALUX близок к результатам по работе крокуса в пасте. Значение имеет вид и чистота неабразивного компонента, но об этом уже немного сказано.
Так что паста может и все силы отбирать у кромки, а может и новые дарить.
4. техника.
Движения должны быть разнообразными и без давления. Считается, что наиболее эффективны сигмовидные, те в нашем случае это зигзагообразные и очевидно обушком вперед, но такие движения требуют большой выучки (можно пропахать пасту поперечными движениями и затупить кромку), так что надежнее обычными движениями как на чистом ремне. Разумеется, паста должна быть равномерно нанесена на основание. И самое главное – движений должно быть как можно меньше, иначе вытягивание заусенца, фольговость и одноразовая кромка, грозящая заминами и сколами. По моим наблюдениям, при первичной заточке до начала вытягивания заусенки можно сделать до 10-15 проходов на сторону на оксиде хрома и до 30 на крокусе/красном диалюксе. При периодической доводке уже заточенной бритвы достаточно 5-10 раз туда-сюда на крокусе, но чем меньше, тем лучше – это подбирается эмпирически. Если доводка на пасте не помогает – в переточку, иначе будем меть дело с одноразовой кромкой и частой доводкой, со всеми вытекающими.
5. изготовление и профилактика.
Пастированный ремень на колодке или борд можно купить в магазине бритва.ру, у форумчан или изготовить самому, для чего есть ряд специализированных тем — 1 и 2
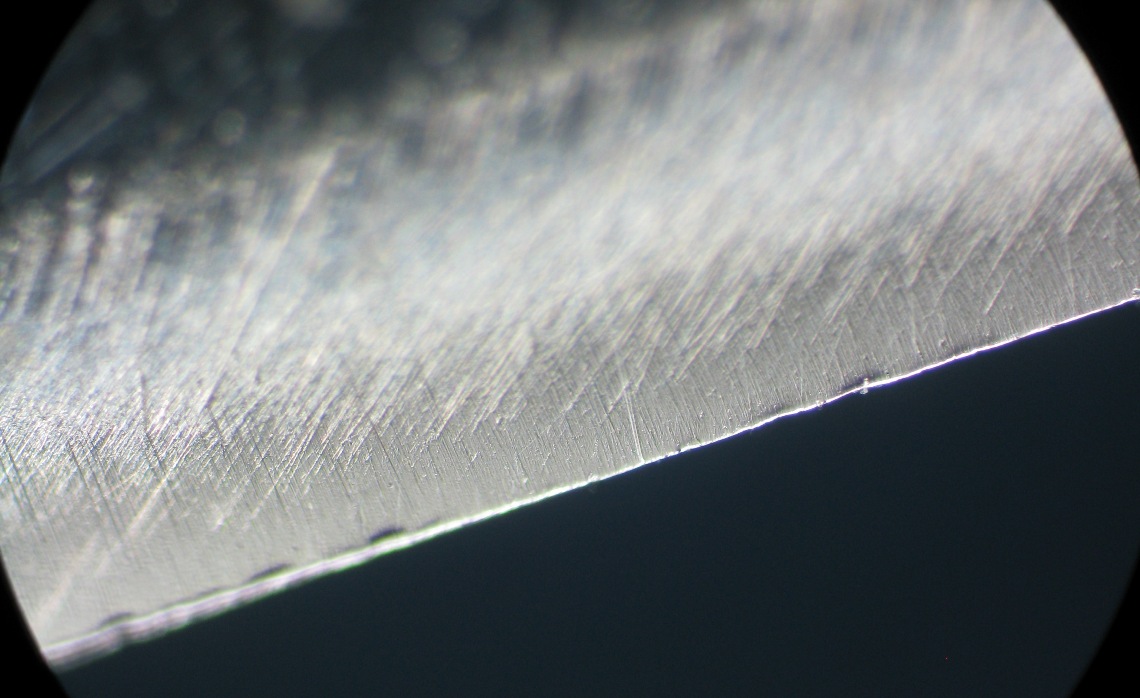
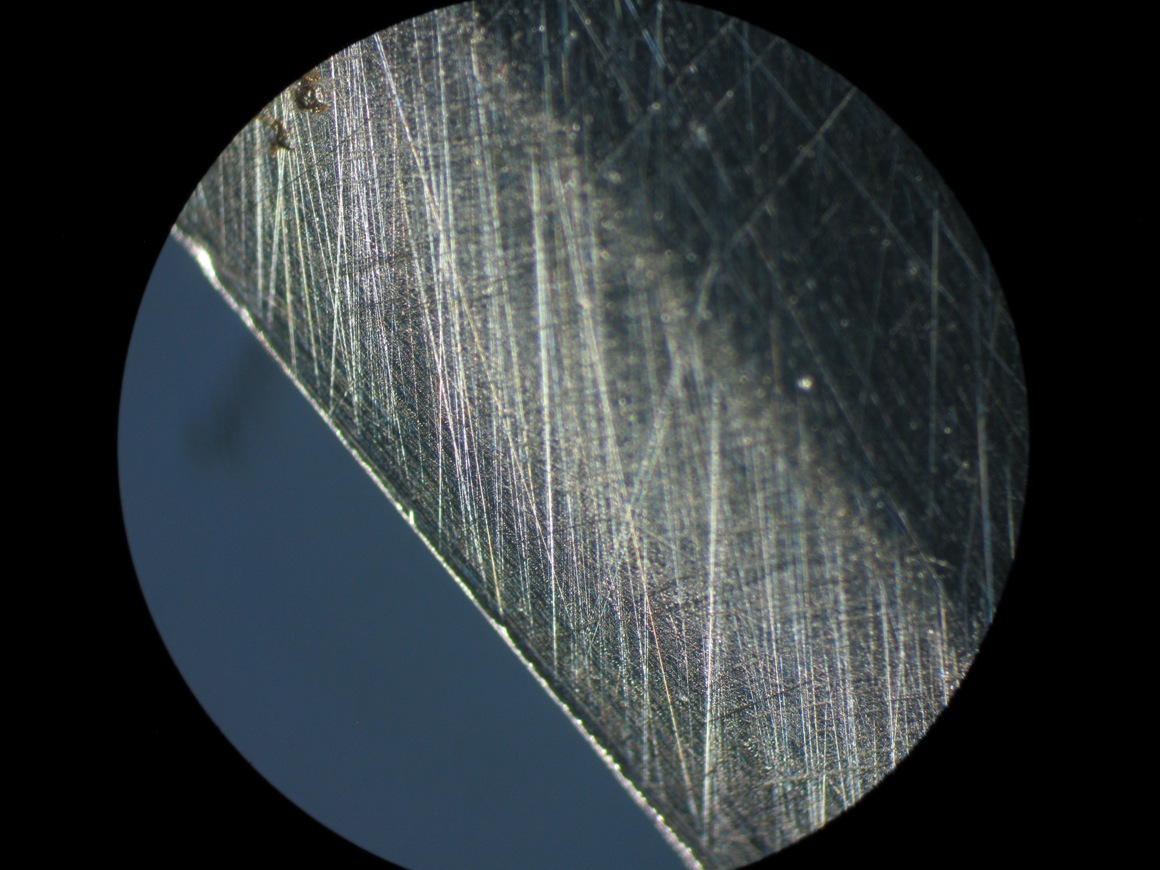
На ютубе много видео по изготовлению подобных ремней. Вот например (ссылка). А вот пример изготовления борда —ссылка. И немного рекомендаций (ссылка) от Olegpan. Важно хранить ремень в закрытом состоянии, иначе паста сорбирует пыль, которая наделает кромке царапин и даже сколы. Вот к чему приводит наличие пыли см. фото. Аналогичная картинка и при введение в пасту алмазов. Вообще фото информативное получилось — царапины от пыли по всей поверхности фаски, сверху виден замин — результат ослабления кромки или встреча с пылью, а внизу видно закатанная РК — результат излишнего давления — в том участке либо паста была бугром, либо надавил на край притира/основания.
Что в итоге?
Пасты – инструмент эффективный, но имеющий чёткие и узкие рамки применения.
Если у Вас нет камней тоньше 10 000грит (1мкм), то крайне желательно приобрести более тонкий камень или заменить его на пигменты оксида хрома (0,5мкм) и/или оксида железа (0,1мкм) в индивидуальном виде или в виде пасты.
Если у Вас есть природные финишные камни, то Вам ничего не нужно, но пока идет их освоение можно нивелировать неумения упомянутыми пигментами. И вот тут уместно вспомнить про япнаты.
Известно, что зерно японских натуральных камней дробится, сохраняя абразивные свойства. Зерно камней других камней тоже дробится, но видимо быстро теряет абразивные свойства, т.к. поверхность фаски мало изменяется со временем работы даже при работе на тюрингийцах, а на японцах – риски уменьшаются со временем работы. Возможно на япнатах это просто лучше заметно.
Судя по фото (например, на сайте JNS) целой и дробленной суспензии, зерно япнатов делится как минимум в 10 раз, и, зная размер исходного зерна – 2-3мкм, можно посчитать, что в итоге идет работа на зерне 0.2мкм минимум. И таким образом при работе на данных камнях полировальные микропорошки в принципе не нужны. Сложность заключается в том, что нужно подобрать такие условия, чтобы поработать на таком зерне достаточное время. После усиления мат. части, труд Касуке Ивасаки «Заточка бритв и нихонкамисори» зазвучал по-новому:
3.Финишная заточка.
После завершения заточки с нагура, будем затачивать на чистом хонияма камне. Возьмите маленький камень хонияма увлажните его, и наведите им суспензию. Этот камень часто называется томонагура но поскольку мы не используем нагура а два одинаковых кусочка одного и того же финишного камня, в префектуре Окияма называют двойной камень и это правильное название. Однако далее будет использоваться название томонагура.
Частички абразива камня хонияма в процессе заточки появляются на поверхности камня. И когда вы затачиваете бритву или камисори на чистом камне хонияма, кромка станет лучше, чем после заточки с нагура.
Однако ели исследовать кромку под микроскопом, по всей длине кромки вы увидите линию невероятно хороших кинжальчиков пилообразной структуры. До настоящего времени утверждали, что нужно бриться таким лезвием, но последние исследования в области заточки рассудили иначе, это ложная кромка или заусенец.
4. Удаление ложной кромки или заусенца.
Чтобы удалить очень маленький заусенец, который образовался при заточке на камне хонияма, вы должны затачивать на камне у которого зерно более мелкое чем камня хонияма. Много людей верят, что заусенец может быть удален при правке на кожаной или хлопковой стропе, но в действительности при лучшем рассмотрении этого вопроса выяснится, что это не так. В этой ситуации обнаружил, что абразив для зеркальной полировки известный как оксид хрома, смешанный с водой нанесённый на заранее подготовленную, деревянную дощечку. Количество смеси окиси хрома в воде должно быть небольшим, чтобы шерстяная ткань сделалась слегка зеленой. Бесспорно многие наносят на борд много окиси хрома но лучше наносить немного смеси.
Размеры абразивного зерна оксида хрома мельче и лучше чем у камня хонияма и окись хрома более пригодна для удаления заусенца, который образовался при заточке на чистом камне хонияма. На подготовленной дощечке правьте бритву или камисори V- образными движениями от зерна с легким давлением на кромку и сделайте 3 круга. Неопытные пользователи бритвы чрезмерно надавливают на спинку бритвы и терпят неудачу в удалении заусенца, и им приходится делать больше 6 кругов. Однако если заусенец небольшой одного или двух кругов будет достаточно.
По времени это займет не более 10-ти секунд. Если вы исследуете кромку под микроскопом, вы увидите красивейшее прямое лезвие по всей длине, которая удивит вас.
После этого возможно использовать бритву даже без правки и при бритье не будет чувствоваться даже незначительная боль и не будет никакого раздражения. Однако у некоторых пользователей при бритье нужно прикладывать некоторое усилие. Для неопытных женщин парикмахеров или старых, то есть на шестом десятке, у которых руки уже потеряли силу, я рекомендую быть довольным и этим.
Однако для людей от 25 до 40 лет, кто ещё не чувствует упадок сил, можно улучшить результат заточки бритвы. Этот упадок сил есть причина некоторых проблем возникающих при правке на окиси хрома потому что дощечка есть всего лишь основа и оксид хрома потеряет большую часть своих полирующих свойств и это также есть причина скругления режущей кромки.
5. Финиш кромки.
Вымойте нонияма камень очень тщательно чистой водой, чтобы не осталось следов суспензии. Вам необходимо удалить с поверхности камня весь абразив, чтобы не осталось ни одного зернышка. Очень тщательно вымойте руки и бритву.
Увлажните поверхность камня и возьмите бритву в руку. Используя только вес лезвия очень легко сделайте движение на миллиметр или два вдоль кромки бритвы. И никаких других движений не делайте. Есть вероятность, что движение будет слишком большим или давление на камень будет слишком большим, в таком случае вам необходимо будет переточить бритву с пункта 4. Эта техника заточки очень деликатная и необходимо много практиковать.
…
Расстояние которое должна пройти бритва по поверхности камня при каждом движении (для камисори)
«С небольшим давлением » или «слегка увеличить давление» это легко сказать, но на практике сделать очень трудно. Заточники с небольшим опытом заточки сначала скажут что это невыполнимо.
Заточники в процессе заточки понемногу сокращают суммарное расстояние, которое бритва должна пройти по поверхности камня. В процессе давление на бритву будет мистически уменьшатся. Итак, вы должны придерживаться расстояния которое проходит бритва по поверхности камня.
1.Грубая заточка — ботан нагура- 100 мм
2.Средняя заточка — тенджоу нагура- 100 мм
3 Финишная заточка- томонагура- 18 мм
4. Удаление заусенца оксидом хрома на raxa hone- 100 мм
5. Финиш на кромке- хонияма — 0 мм
Даже если заточка бритвы выполняется восьмеркой, постепенно уменьшайте расстояние которое бритва проходит по поверхности камня и также будет уменьшаться давление на лезвие, и заусенец будет становится меньше и меньше пока совсем не уменьшится и не исчезнет на финальной стадии заточки.
3.Время заточки
Многие думают, что когда они точат на грубых абразивах, они должны затратить меньше времени, затем постепенно уменьшать время заточки при переходе на более тонкие камни, Однако действительность противоположна этому мнению: необходимо увеличивать время заточки при переходе на более тонкие камни. Когда ведется заточка на грубых частицах, вы не только удаляете зазубрины и выкрошенные участки, но и стачиваете сталь со спинки и лезвия. Время заточки для камисори и бритв должно быть следующим
1.Грубая заточка — ботан нагура- 3-4 мин
2.Средняя заточка — таджео нагура- 4-5 мин
3 Финишная заточка томонагура- 5-6 мин
4. Удаление заусенца оксидом хрома на raxa hone- 10 сек
5. Финиш на кромке- хонияма — для бритв сделанных в японии — 10 мин, камисори импортных бритв, бритв Ивасаки -15 мин
В конце концов, большинство могут не принимать во внимание последний этап продолжительностью 10-15 мин, но если вы будете делать так, бритва станет лучше.
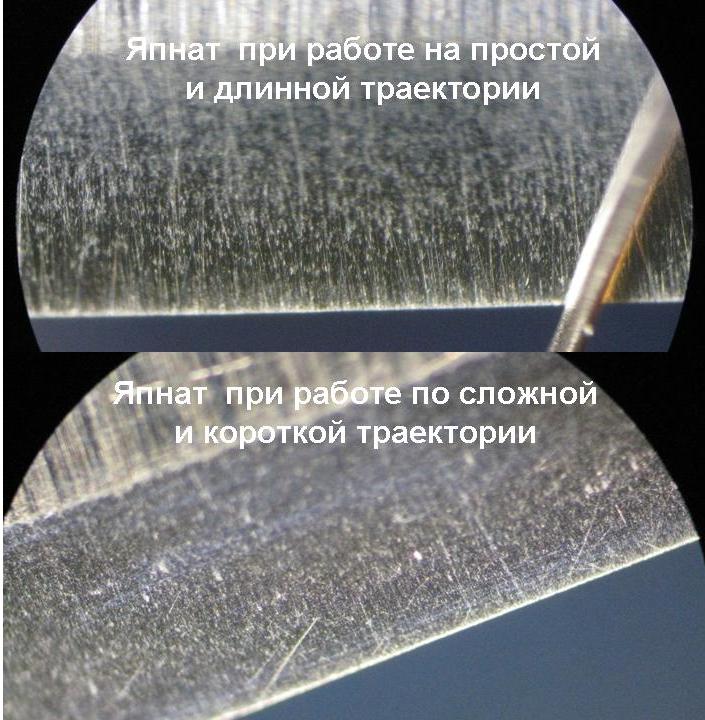
т.е. для того чтобы поработать на дробленом зерне продолжительное время и с одинаковым давлением нужно делать небольшие проходы, по сути растереть на одном месте немного зерна, причем не просто растереть, а растереть упруго, чтобы процесс перешел от резания-царапания к пластическим деформациям. На практике сделать это очень непросто – камень-то сохнет и моторика не наработана — нужен опыт, но можно и не морочиться и закончить на пигментах. Суть техники работы на пастах/порошках такая же — не делать однообразных и продолжительных движений — иначе излишнее наволакивание/вытягивание металла и потеря контроля над давлением
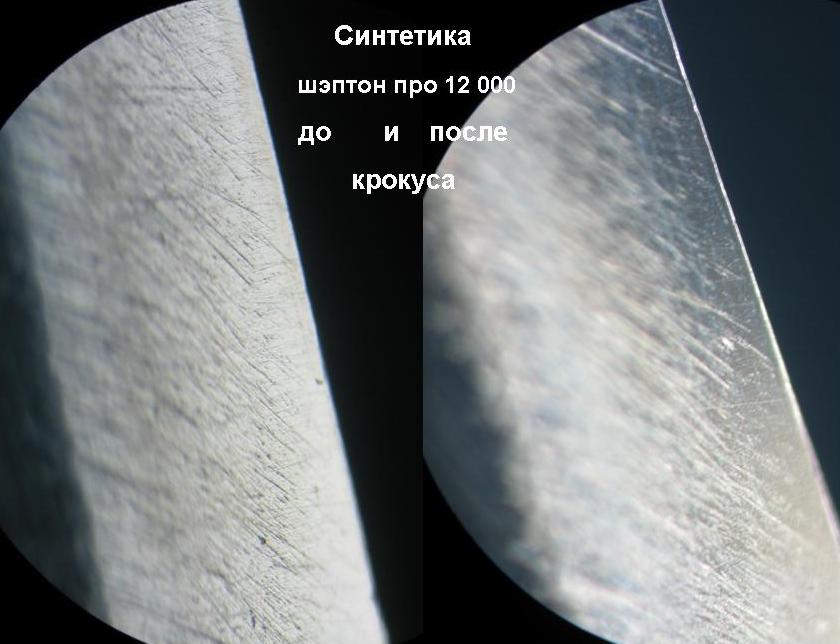
Верхнее когда пытался раздробить зерно, работая продолжительное время по всей поверхности камня – отчетливы видны риски, т.е. камень работал в режиме резания-царапания, как только уменьшил и разнообразил амплитуду движений и стал немного держать постоянное давление поверхность достаточно быстро начала выглаживаться, но есть ещё над чем работать.
Вот так изучение мат. части позволило улучшить качество заточки. Конечно осталось масса вопросов. Главных пока два:
1. зачем нужны тонкие камни если есть микропорошки и притиры? Ответ — камни не нужны. Удобство камней в том, что они уже готовые притиры с депо абразива — не надо значительных навыков, не надо их готовить, подсыпать свежие порции порошка и тд, плюс зерна многих натуральных камней царапают на меньшую глубину. Например, эшер и оксид хрома оставляют примерно одинаковые царапины, но после эшера они более однородные и не глубокие. Возможна цена эшера позволит закрыть глаза на это его преимущество  и заставит повнимательнее присмотреться к оксидам хрома и железа. На самом деле я упрощаю ситуацию, но и ошибки не делаю.
и заставит повнимательнее присмотреться к оксидам хрома и железа. На самом деле я упрощаю ситуацию, но и ошибки не делаю.
2. как долго можно работать в режиме пластических деформаций? Если подобрать режим работы, при котором не будет утончаться кромка и давление не будет вместо уплотнения поверхности металла её разрывать, то, вероятно, можно в таком режиме работать долго, но есть ли смысл?, т.е. даст ли нам это ещё большее уплотнение металла. Нужны доп. исследования. Думаю, что целесообразнее ставить другой вопрос — каковы условия работы и минимальное время, необходимые для выведения остаточных рисок и формирования наклёпа на данном абразиве? На этом, наверное, и должен сосредоточится заточник, осваивая свои финишные абразивы.
Надеюсь большая часть материала изложена хоть немного грамотно и понятно и благодаря вашим критическим замечания материал ещё улучшится. Остальное – самостоятельно в книгах.
/Sandr/ Заголовок: Для новичка-заточника (помощь в выборе абразива)/http://britva.ru/forum/viewtopic.php?p=99033#p99033