Translucent Arkansas
Наименование: Translucent Arkansas
Страна происхождения: USA
Производители: Dan’s Whetstone Company, Inc.,
Hall’s Arkansas Oilstones, Inc. ,
Norton Company. Каталог продукции NORTON: nortoncatalog-sharpeningstones
Цвет: светло-серый, белый, бело-розовый, белый с желтоватым оттенком, все полупрозрачные
Вид работы камня (от грубого до финишного): финишный
Размер зерна (для натуральных камней приблизительно): эквивалент JIS 5000
Вода/масло: масло
Замачивание: не требуется
Структура: очень плотная, микрокристаллическая
Скорость резания (работы): быстрая
Цвет суспензии: —
Особенности работы камня с некоторыми сталями:
Купить Translucent Arkansas: Арканзас (ПАЙК, Нортон), Нат. Японцы, нагуры, сланцы, керамика в Апекс
Камни заточные: арканзас, вашита, сланцы
Камушки! Для Правки и Заточки, Arkansas
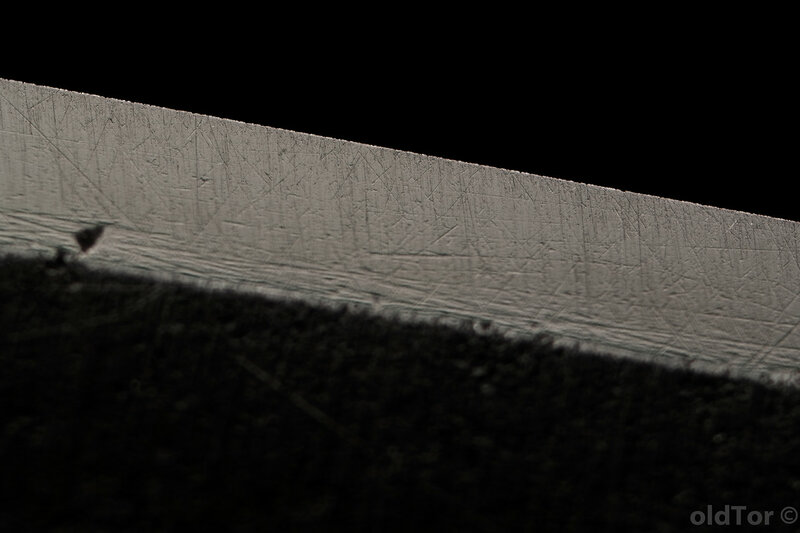
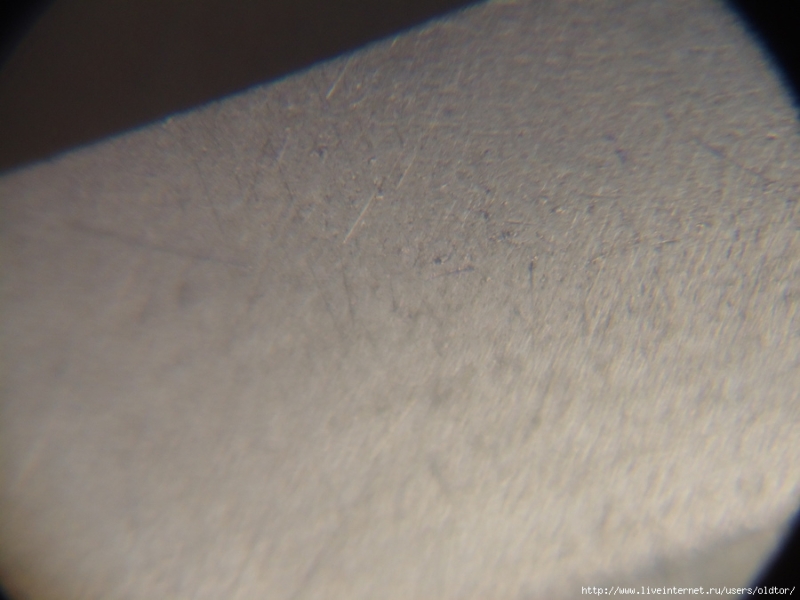
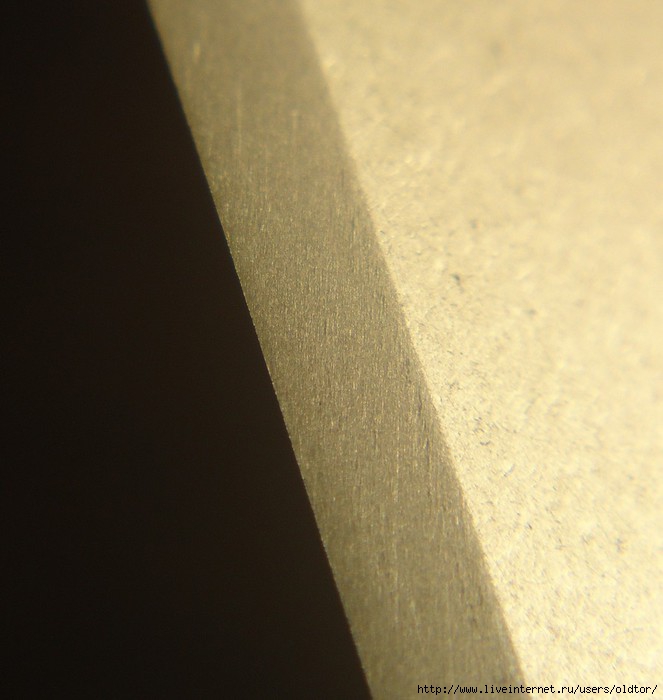
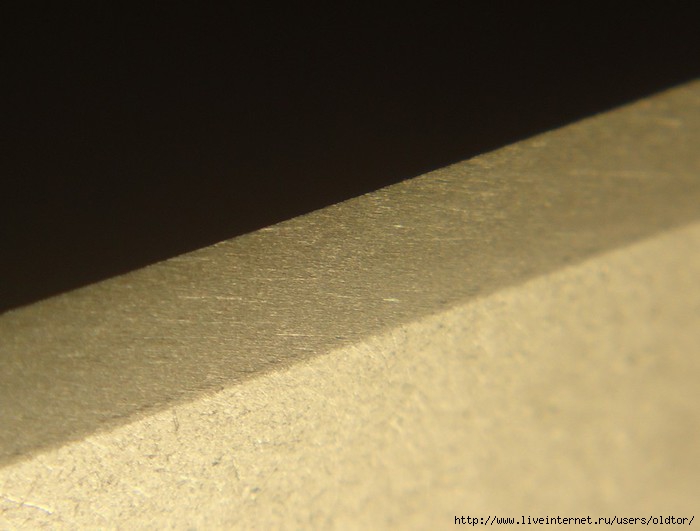
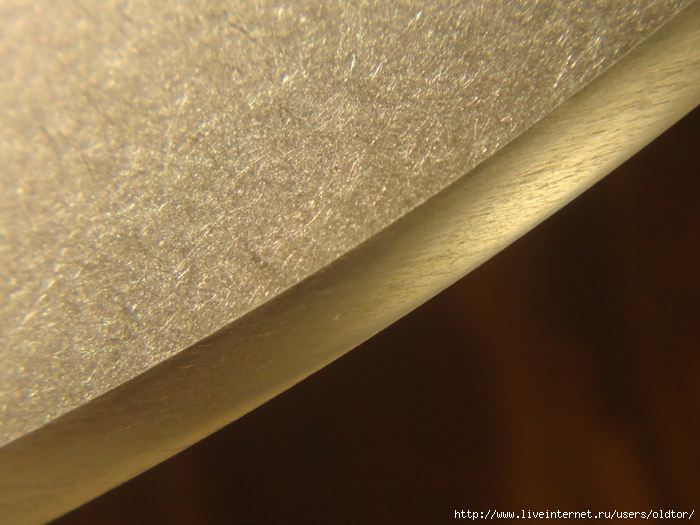
Попал ко мне на пробы Norton Pike hard arkansas, довольно необычный, с текстурой более характерной для камней добывавшихся пораньше, и относительно рыхлый, для хард арканзаса:
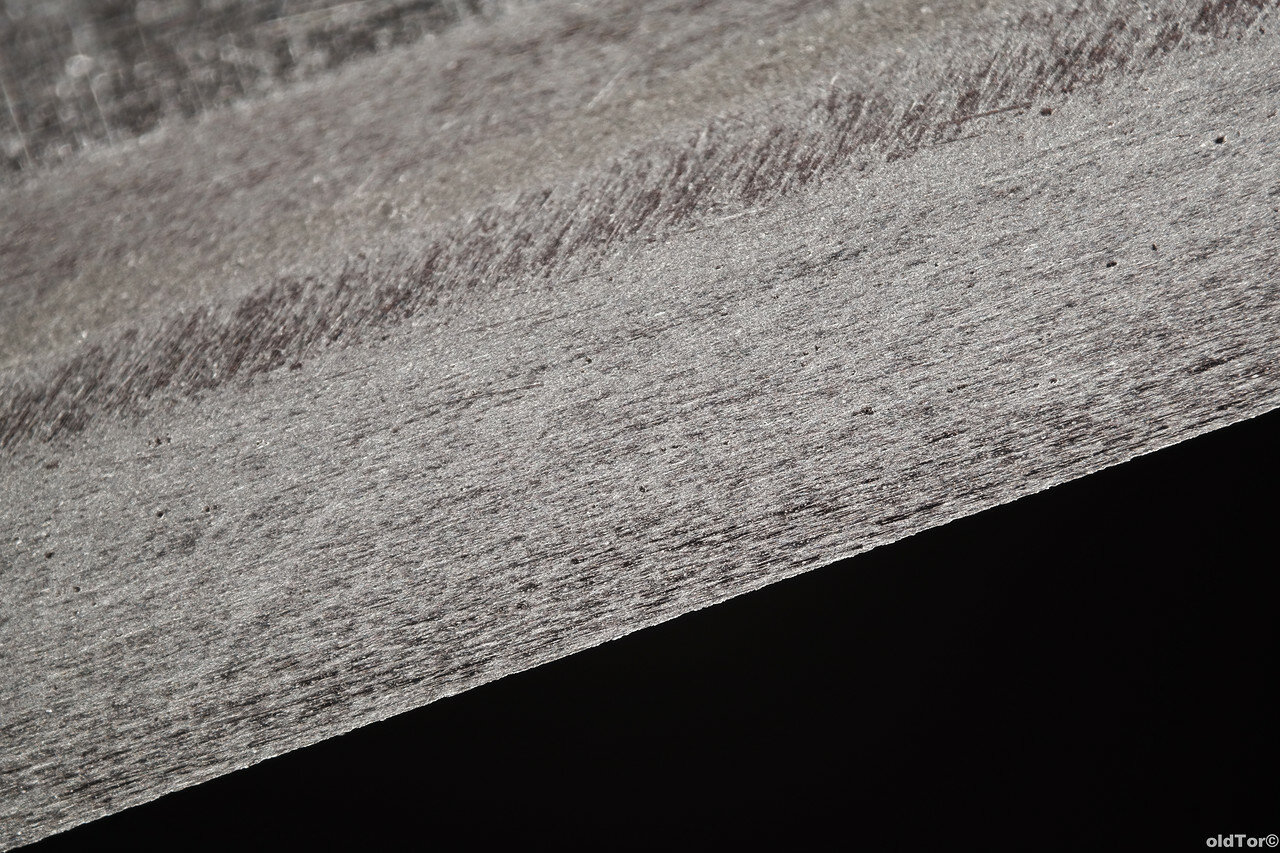
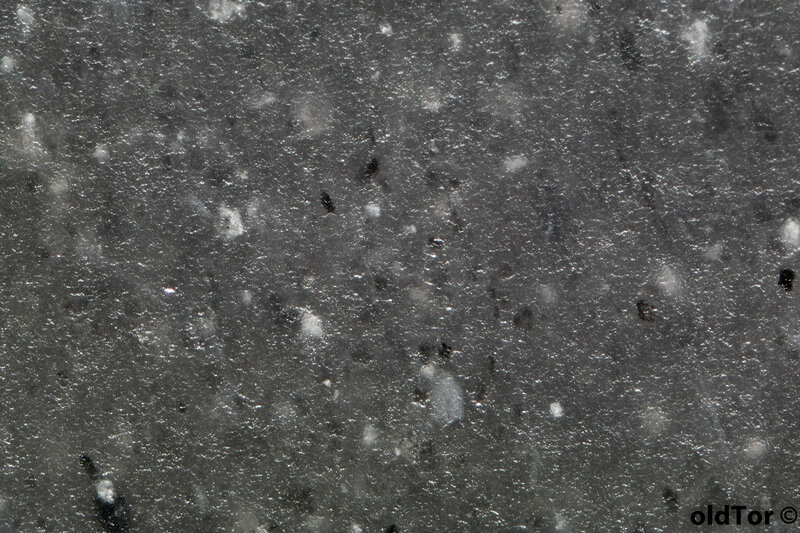
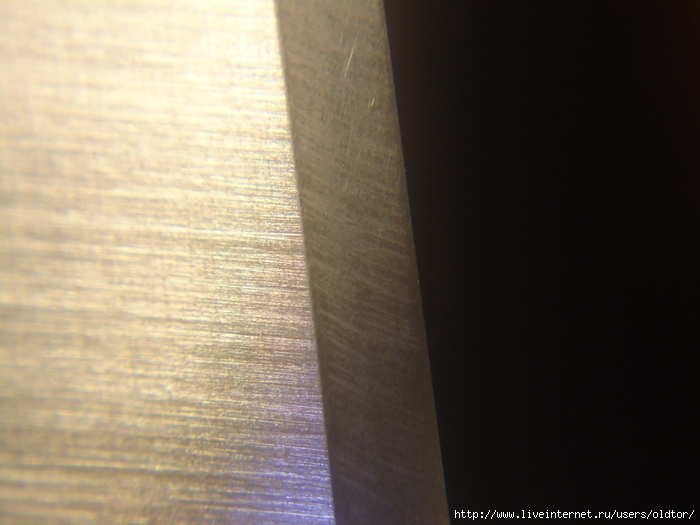
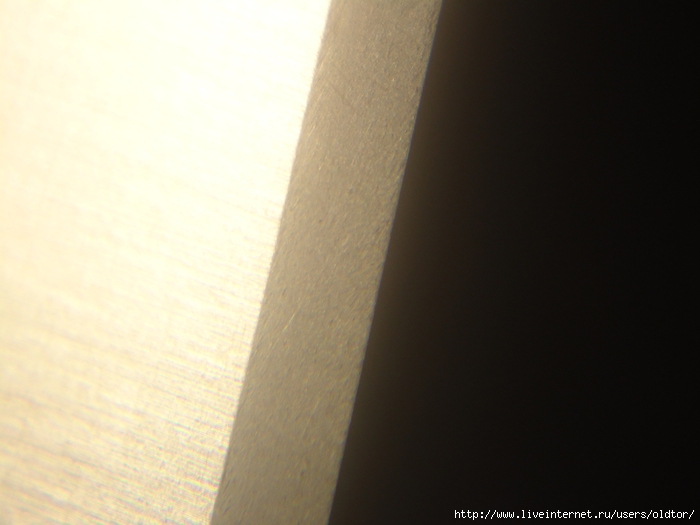
 Макро его поверхности, масштаб 9:1, по горизонтали 2,6мм.:
Макро его поверхности, масштаб 9:1, по горизонтали 2,6мм.:
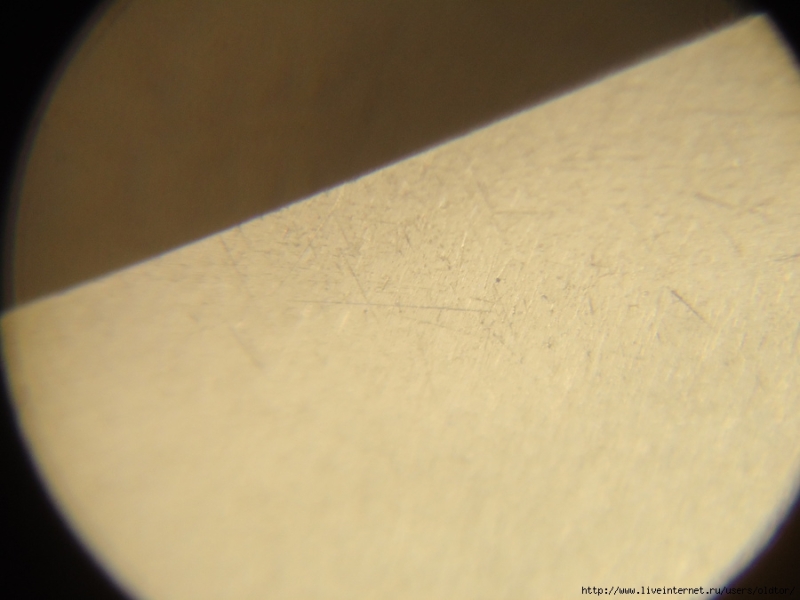
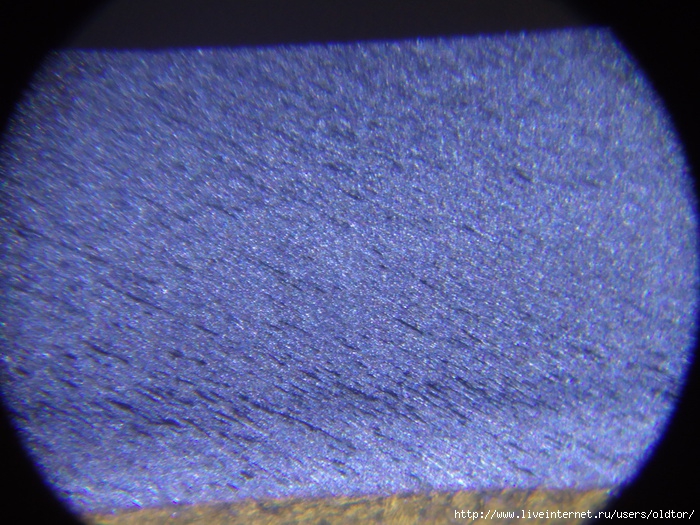
 Камень поработавший, поверхность выглядит подвыгладившейся, однако я решил его сначала опробовать не перепритирая, и для проб взял «классику» — сталь У10а.
Камень поработавший, поверхность выглядит подвыгладившейся, однако я решил его сначала опробовать не перепритирая, и для проб взял «классику» — сталь У10а.
Для проверки камня на предмет способности снимать даже в подглаженном состоянии, сначала взял минимальное количество оливкового масла — собственно, под минимальным, я подразумеваю столь малое его количество, что его трудно размазать по всей поверхности камня подушечкой пальца (курантом такое количество размазывается намного лучше, но тут камень и так сглаженный, небыло никакой нужды в такой пробе — говорю об этом лишь для разъяснения, что такое «минимальное» количество масла на арканзасе, обычно применяемое при доводке на нём).
Его даже трудно рассмотреть на поверхности камня, но если присмотреться, то видно:
 Нож ранее был заточен достаточно тонко, но успел затупиться, решил что поскольку сталь на нём не особо твёрдая, то арканзас справится с восстановлением рабочей остроты, и он справился.
Нож ранее был заточен достаточно тонко, но успел затупиться, решил что поскольку сталь на нём не особо твёрдая, то арканзас справится с восстановлением рабочей остроты, и он справился.
Начал работу, минуты полторы переменными движениями малой амплитудой, и вот результат:
 Конечно, такую черноту надо куда раньше убирать, так как от снятого металла густеет масло, которого и так мало, что создаёт опасность вытягивания микрозаусенки. Что стало ясно — камень, несмотря на то, что давно не притирался, снимает активно, и минимальное количество масла применять рано — пока идёт такой съём, актуально взять его чуть больше, что и было сделано далее:
Конечно, такую черноту надо куда раньше убирать, так как от снятого металла густеет масло, которого и так мало, что создаёт опасность вытягивания микрозаусенки. Что стало ясно — камень, несмотря на то, что давно не притирался, снимает активно, и минимальное количество масла применять рано — пока идёт такой съём, актуально взять его чуть больше, что и было сделано далее:
 Кажется, что снимает меньше. На самом деле, съём всё равно активен, но скольжение клинка по камню мягче и равномернее, а удаляя засаленное снятым металлом масло, достаточно со свежей его каплей потереть поверхность камня подушечкой пальца, и из его рельефа начинает выходит севший туда снятый металл — как можно видеть на фото, его оказалось не так мало, опять-таки:
Кажется, что снимает меньше. На самом деле, съём всё равно активен, но скольжение клинка по камню мягче и равномернее, а удаляя засаленное снятым металлом масло, достаточно со свежей его каплей потереть поверхность камня подушечкой пальца, и из его рельефа начинает выходит севший туда снятый металл — как можно видеть на фото, его оказалось не так мало, опять-таки:
 Грязное масло я сначала было сунулся удалять ватным спонжиком, на более плотных и тонкодоведённых арканзасах это годится, но на этом, пришлось использовать микрофибровую салфетку, чтобы не было проблем с ворсинками:
Грязное масло я сначала было сунулся удалять ватным спонжиком, на более плотных и тонкодоведённых арканзасах это годится, но на этом, пришлось использовать микрофибровую салфетку, чтобы не было проблем с ворсинками:
 Поскольку, теперь уже, когда клинок проработан, и осталось сделать «последние штрихи», я попробовал и добавить масла заведомо больше нужного — можно видеть какое количество его сгонялось кромкой, оставаясь на клинке, при том, что на камне практически не видно следов снятого металла:
Поскольку, теперь уже, когда клинок проработан, и осталось сделать «последние штрихи», я попробовал и добавить масла заведомо больше нужного — можно видеть какое количество его сгонялось кромкой, оставаясь на клинке, при том, что на камне практически не видно следов снятого металла:
 Этому есть несколько причин — первая и основная — такое количество масла, катастрофически избыточно, оно заполняет весь рельеф и создаёт такую «подушку» между фаской и камнем, что работы не происходит, максимум на что можно рассчитывать, это чуть-чуть сгладить фаски, и то, это будет не добротно. Вторая — к окончанию обработки клинка, актуально уменьшать давление, и третья — всё лишнее уже снято, скорость съёма закономерно падает, так как поверхность фаски стала глаже и однороднее. Собственно, к окончанию работы, в большинстве случаев, даже при среднем количестве масла, как я показывал выше в этих пробах, его потемнение становится столь же малозаметным, как и на последнем фото с избыточным его количеством.
Этому есть несколько причин — первая и основная — такое количество масла, катастрофически избыточно, оно заполняет весь рельеф и создаёт такую «подушку» между фаской и камнем, что работы не происходит, максимум на что можно рассчитывать, это чуть-чуть сгладить фаски, и то, это будет не добротно. Вторая — к окончанию обработки клинка, актуально уменьшать давление, и третья — всё лишнее уже снято, скорость съёма закономерно падает, так как поверхность фаски стала глаже и однороднее. Собственно, к окончанию работы, в большинстве случаев, даже при среднем количестве масла, как я показывал выше в этих пробах, его потемнение становится столь же малозаметным, как и на последнем фото с избыточным его количеством.
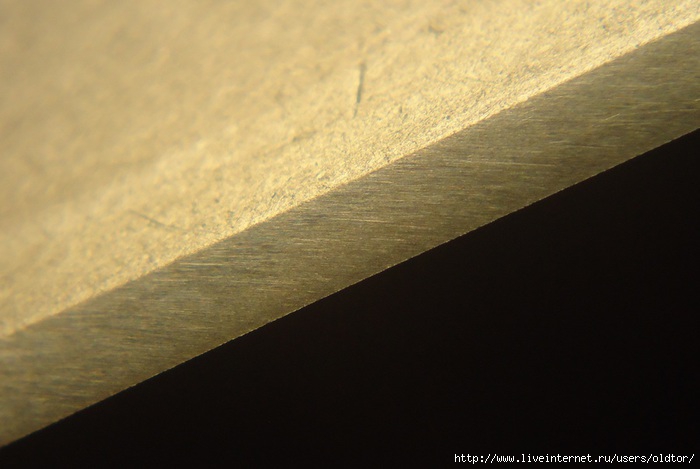
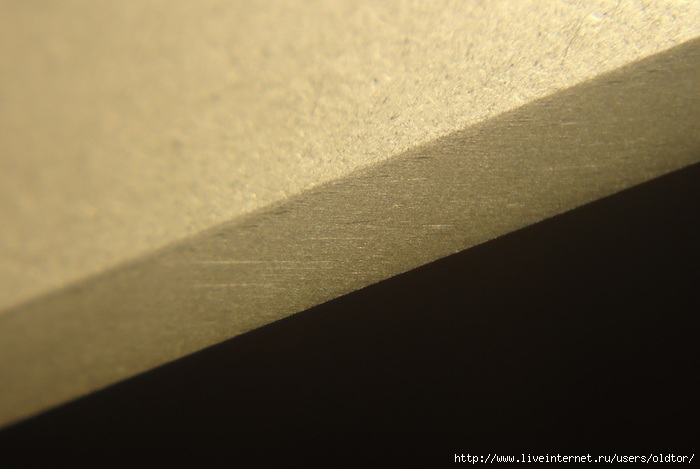
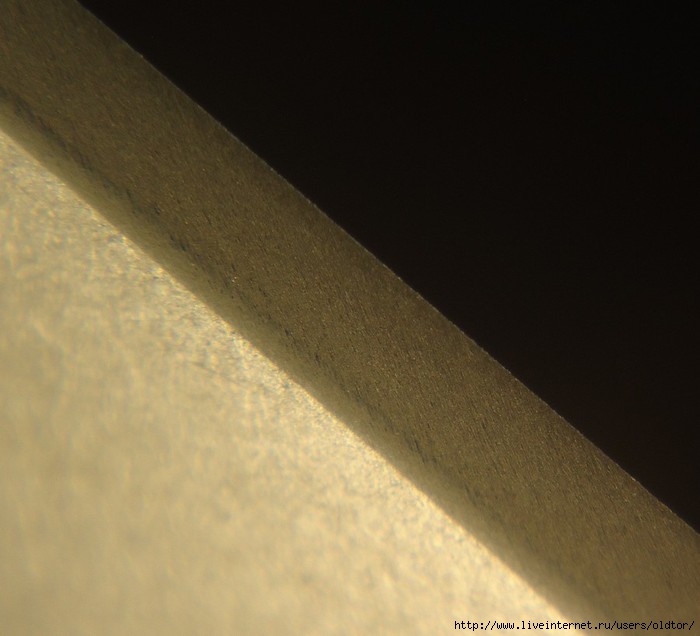
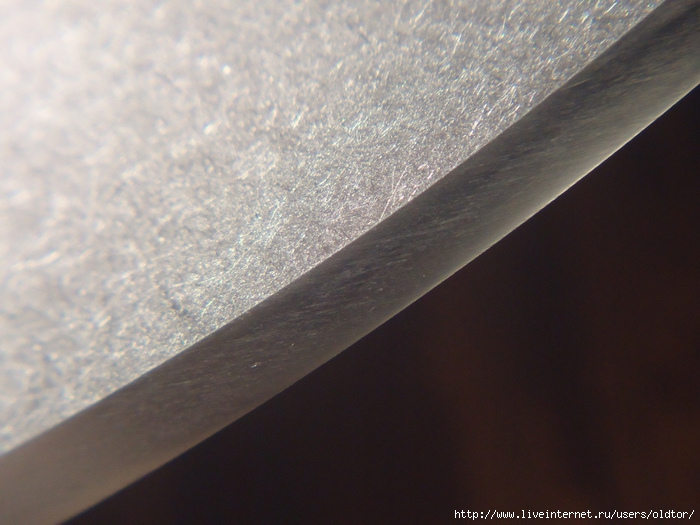
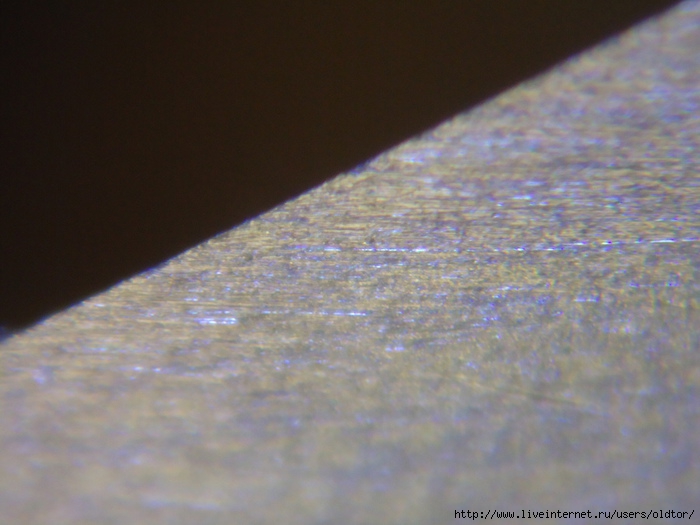
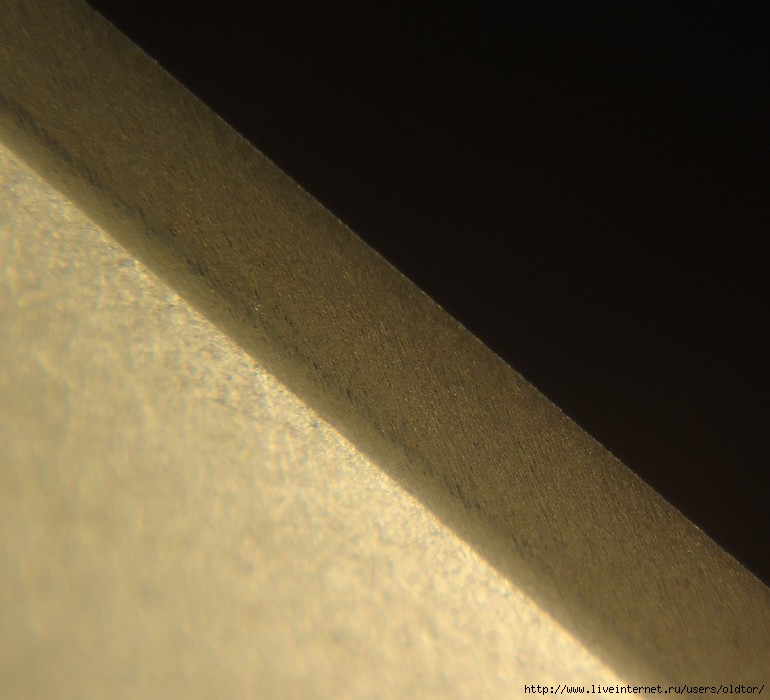
Результат работы — макро 9:1, по горизонтали 2,6мм.:
 В общем, резюмируя, могу сказать, что для камней в основном попадавших мне в руки, из добытых в этот период хард арканзасов с такой же точно этикеткой, этот выделяется более редкой структурой и текстурой, более быстрый и более рыхлый, для сталей относительно невысокой твёрдости, актуален для правки, тонкой заточки и финиша. Но не для особо тонкой доводки — для этого есть арканзасы более плотные и твёрдые, однако можно рассчитывать на более тонкую его работу по более твёрдым сталям, в т.ч. высоколегированным и порошковым. При том, по какой-нибудь cpm s30v, например, спайдерковской, он будет работать тоже не так уж тонко, а вот по ней же от ZT, возможно, потоньше.
В общем, резюмируя, могу сказать, что для камней в основном попадавших мне в руки, из добытых в этот период хард арканзасов с такой же точно этикеткой, этот выделяется более редкой структурой и текстурой, более быстрый и более рыхлый, для сталей относительно невысокой твёрдости, актуален для правки, тонкой заточки и финиша. Но не для особо тонкой доводки — для этого есть арканзасы более плотные и твёрдые, однако можно рассчитывать на более тонкую его работу по более твёрдым сталям, в т.ч. высоколегированным и порошковым. При том, по какой-нибудь cpm s30v, например, спайдерковской, он будет работать тоже не так уж тонко, а вот по ней же от ZT, возможно, потоньше.
Вообще, камень мне понравился — тактильно работать приятно и информативно, он производителен и при том даёт хорошую однородность обработки, если удачно выбирать количество масла, этап применения и давление при заточке.
https://www.liveinternet.ru/users/oldtor/post416308630/oldtor
Собственно на чём подтачивать, вопросов нету — однозначно предпочитаю карбид-кремния на средне-мягкой или средне-твёрдой связке, можно даже на мягкой, если достаточно тонкое зерно. В качестве финиша пока пробовал Чарнли Форест помягче и турецкий масляный камень — первый сработал прекрасно, а турок на этой стали работает очень тонко и еле-еле, переходить на него с, например, карбида-кремния м7 — рано, для оперативной правки не годится — существенно проигрывает тому же чарнли. А на этот раз я взял старинный Пайковский арканзас, тонкий и быстрый, в притирке на КК до F1200 на гранитной плитке, и сделал финиш на нём — арканзас, как обычно, не подкачал — всё весьма оперативно и остренько. Зачищает предыдущую риску хорошо, кромка выходит весьма агрессивная и резучая, масло в процессе работы разок менял, а вообще схалтурил — следовало бы поменять дважды — чернеет активно:

Само собой, вся правка и финиш делались вручную, хотя фаска очень узкая и внимания требует пристального, однако всё получилось.
О финише на арканзасе.
Использовался вот этот арканзас:
Брал его сразу после заточного этапа, на софт-арканзасе, вот таком:

Как известно, грубо говоря, всю заточку можно условно разделить на три этапа: обдирка, собственно заточка, финиш.
Каждый из этих этапов в свою очередь, для лучшего понимания, что в конкретный момент делаем и зачем, также можно разделить на три этапа — в случае с обдиркой, это удаление деформаций, которые получил клинок при работе, подравнивание геометрии фасок, проработка-подготовка к следующему этапу. На заточном этапе — зачистка рисок от предыдущего абразива, проработка и подготовка к следующему этапу, на финише — опять-таки кдаление рисок от предыдущего абразива, проработка и собственно финиш — придание кромке при уже достигнутой нужной её остроте и её геометрической составляющей — т.е. определённой тонкости РК, придание ей нужного характера под рез тех или иных материалов.
Однако, иногда можно и несколько сократить количество этапов, и я хочу показать фото-примеры этого на финишном этапе.
После софт-арканзаса, с повышением угла на 1град. на сторону, я перешёл на тонкий хард-арканзас, и начал зачистку рисок софта вдоль кромки, короткой амплитудой переменными движениями (на масляных камнях это очень эффективная манера работы), и продолжая работать таким манером, выполнил и проработку, с подрезкой микрозаусеночных явлений, что получилось весьма чистенько — т.е. одной манерой движений и амплитуды сделал практически два первых этапа финишной обработки. Более того, полученный вариант даже вполне уже годный, чтобы иногда и остановиться на нём. Вот так это выглядит — микрофото 10:1, кроп, 2мм. по горизонтали:
Да, ещё иногда такой вариант хорош, если далее планируется по одной из фасок навести риску предыдущим или иным более грубым абразивом, кстати.
Но в данном случае это мне нужно не было. Далее, уменьшив давление и количество олеинки (я работал и на софте и на харде с олеиновой кислотой), сделал по 12 проходов на сторону, часто их меняя, уже большой амплитудой. Специально выполнял всё это с «костыльком», чтобы было видно, как влияет даже при использовании приспособы, направление обработки — последние движения дали обработку с каким-то микроскопическим повышением угла только на самой кромке и непосредственно рядом с ней, не обрабатывая всю ранее обработанную площадь. Вот такие изменения углов при едином его выставлении, происходящие из-за совокупности факторов — уменьшение давления, смена направления движений ближе к перпендикуляру к линии РК, уменьшение количества СОЖ\ПАВ — для многих остаются непонятным и загадочным, и совершенно неучитываемым фактором, что приводит к часто недоумённым вопросам, относительно процессов тонкой обработки РК.
Ну вот в частности тут, я постарался объяснить и показать наглядно этот момент. Вот так получилось — параметры съёмки те же:

Т.е. даже такой малости, как смена направления обработки всего на несколько проходов, уже способно очень дозированно и ровно столько, сколько надо, снять и придать кромке нужный характер, экономя время и силы.
Именно зная как и что происходит, разделяя работу каждого абразива на несколько этапов и хорошо представляя, что и зачем делается в конкретный момент обработки — позволяет экономить уйму времени, сил, получать именно нужный результат.
Вообще, в любой деятельности и в заточке в т.ч., не должно быть случайных движений — каждое должно служить определённой цели. Тогда всё получается предсказуемо, без лишних времязатрат и воспроизводимо.
Но, конечно, это требует и опыта и хорошего знания своих абразивов и их поведения по разным группам сталей, при разном угле заточки и площади контакта.
/https://www.liveinternet.ru/users/oldtor/post432035969//
Большинство арканзасов, я предпочитаю доводить на порошке карбида кремния, применяя последними, фракции F600, и далее — F1200. Причём, с 2013 года — на гранитном притире:
http://www.liveinternet.ru/users/oldtor/post278873186/#
Для более тонкой работы, и для отдельных экземпляров арканзасов, применял разные способы и разную тонкость доводки, но, последние года 2-3, в основном, притирку на порошке карбида кремния F1200 на стекле, с постепенным разбавлением суспензии, и лёгким выглаживанием камня «по вершинкам», о поверхность стеклянного притира, либо, недавно вот стал применять, как вариант, и более быстрый — нанесение на арканзас порошка оксида алюминия (обычно 5мкм) или пасты Luxor (6,5мкм), с олеиновой кислотой или маслом, с растиранием их легонько, доведённой керамикой, и последующей работе на камне, в качестве притира с полусвязанным зерном.
Получаемая поверхность, имеет «точечную» матовость, однако под малыми углами, довольно недурно зеркалит — вот так это выглядит на блэк-транслюценте от «Рубанков», купленном ещё в 2011 году:

 А вот так, полученная поверхность выглядит в макро — сначала чистая, затем с олеинкой и чуть иначе поставленным светом — два варианта фотал, для лучшего понимания рельефа поверхности. Макро 9:1, стэкинг, кроп, 2мм. по горизонтали, фото кликабельны, доступна развёртка в 100%:
А вот так, полученная поверхность выглядит в макро — сначала чистая, затем с олеинкой и чуть иначе поставленным светом — два варианта фотал, для лучшего понимания рельефа поверхности. Макро 9:1, стэкинг, кроп, 2мм. по горизонтали, фото кликабельны, доступна развёртка в 100%:

 Почему я выбрал такую шероховатость, при сглаженности камня «по вершинкам» — она позволяет фаске обрабатываемого инструмента не прилипать слишком сильно, легче и нежнее скользить по камню, и шлам меньше мешает в работе, нивелируется загустевание масла от него, которое может привести даже и на арканзасе, в образованию микрозаусеночных явлений. Собственно, подготовку стеклянного притира, выполняю таким же манером — притирка на не самом тонком зерне, а далее — сглаживание вершинок, так и шлам отводится, и кроме того — такой рельеф, позволяет тонкому зерну «сесть» в шероховатость притира, и работать полусвязанным, а не свободным. Но вернёмся к арканзасам.
Почему я выбрал такую шероховатость, при сглаженности камня «по вершинкам» — она позволяет фаске обрабатываемого инструмента не прилипать слишком сильно, легче и нежнее скользить по камню, и шлам меньше мешает в работе, нивелируется загустевание масла от него, которое может привести даже и на арканзасе, в образованию микрозаусеночных явлений. Собственно, подготовку стеклянного притира, выполняю таким же манером — притирка на не самом тонком зерне, а далее — сглаживание вершинок, так и шлам отводится, и кроме того — такой рельеф, позволяет тонкому зерну «сесть» в шероховатость притира, и работать полусвязанным, а не свободным. Но вернёмся к арканзасам.
Такая поверхность арканзаса, позволяет работать ему весьма тонко, и оставлять на кромке более округлый «зубчик» — вот, в качестве примера, результат его работы, после сланца с суспензией. Макро 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

Т.е. такая подготовка арканзаса, вкупе с тщательным, тонким префинишем, позволяет успешно им финишировать опасные бритвы, что очень актуально, когда бритва недостаточно твёрдая, и не может похвастаться хорошей стойкостью после финиша её на других абразивах (ну, разве, за исключением некоторых чернли форест или байкалита — тут как раз спасает арканзас, в таком, или сходном, варианте его доводки)
А вот для примера, другой арканзас — старинный KBJR, о котором ссылка в начале:

![]() — он, как и все эти три года, притирается мною на порошках карбида кремния до F1200, на граните, и в макро, его поверхность выглядит вот так — масштаб 9:1, стэкинг, кроп, 2мм. по горизонтали:
— он, как и все эти три года, притирается мною на порошках карбида кремния до F1200, на граните, и в макро, его поверхность выглядит вот так — масштаб 9:1, стэкинг, кроп, 2мм. по горизонтали:
 Сравнивая её с поверхностью блэк-транслюцента, вроде и не так уж велика, кажется, разница. Однако, она есть и она принципиальна, плюс разность самих камней — результат этого арканзаса, также, после того же сланца с суспензией, выглядит вот так — макро 9:1, стэкинг, кроп, 2,5мм. по горизонтали:
Сравнивая её с поверхностью блэк-транслюцента, вроде и не так уж велика, кажется, разница. Однако, она есть и она принципиальна, плюс разность самих камней — результат этого арканзаса, также, после того же сланца с суспензией, выглядит вот так — макро 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

— т.е. съём у него куда агрессивнее, быстрее, риска резче, кромку он прорезает на малых углах, как ни старайся — даже при работе вдоль и сеткой, для минимизации агрессивности и скорости его работы. Правда, и переходить на него можно, куда менее тщательно подготавливая клинок.
А теперь, вот к чему всё это, и почему я не применяю последовательно, арканзасы одного порядка, притёртые по-разному, или разные стороны одного арканзаса, притёртые по-разному:
Даже агрессивно и быстро работающий арканзас, оставляет поверхность куда сложнее поддающуюся обработке более тонким или более тонкодоведённым арканзасом. Для невооружённого взгляда, или в умеренном увеличении и разрешении — это неочевидно, так как острота и визуально — чистота поверхности, прирастает, разница заметна. Но она может быть не так велика, как кажется, а чаще сообщает о состоянии фасок, а не кромки, по крайней мере, если не выполнялось повышение угла — вот, в качестве примера, поработал блэк-транслюцентом, после KBJR — за _в два раза большее время_ что блэк-транслюцент качественно изменял состояние фасок и РК после сланца с суспензией, он не смог серьёзно что-то изменить, после работы KBJR:
Да, после брусочка ИСМ м5,эти арканзасы показали такую же динамику — если блэк-транслюцент, в такой притирке, даёт качественное изменение кромки за 6 минут, после ИСМ м5, то после другого арканзаса — в данном случае, KBJR, оставляюшего менее шероховатую поверхность и кромку — он не справляется. Кстати, такое же повышение стойкости к абразивному воздействию, можно наблюдать, и многие это отмечали, на чарнли форестах, ну да это уже другой разговор.
Думаю, вышесказанное, немного поможет кому-то сделать для себя выводы, как и для чего, стОит или не стоит, доводить арканзасы, ответит на некоторые, часто задаваемые вопросы.
Арканзас, наверное самый капризный камень с точки зрения фотографирования. Его просвечиваемость и отражение света составляет жуткую проблему. Вот дошли руки попробовать такой отфотографировать, тем более, как раз на нём правил рабочий нож из w-75. Как же я люблю рез старой-доброй углеродки, с финишем на арканзасе!
Пофотографировал, с арканзасом было много возни, кстати — это старинный Pike. Но всё-таки удалось стэкингом по 3 кадра, выбранных из многих, сделать пару вариантов. Во втором варианте я даже использовал второй источник света. Все фотки кликабельны.




http://www.liveinternet.ru/users/oldtor/post367942833/
Сделал тут мини-обзор о двух старинных арканзасах: Pike & KBJR. Оба небольшие — один 100х37х22мм., а другой — 102х34х28мм. Мой любимый типоразмер из компактных. На фото — слева Пайк, справа KBJR (под этим брендом мне попадались арканзасы неоднократно, и всегда были очень хороши):

Они слегка отличаются окрасом, однако в работе, разница еле-еле заметна и скорее тактильно, нежели в характере работы. Оба обладают просто шикарной производительностью и при том, способностью давать весьма тонкий и при том очень резучий финиш. Чаще всего я их применяю на стамесках, и иногда на ножах.
При заточке стамесок, на этих арканзасах можно позволить себе выполнить микрофаску даже после очень грубой заточки по основной заточной фаске — например в сегодняшнем обзоре — это было сделано после заточки на круге с водным охлаждением, зернистостью F220.
Сталь стамески — 9ХС. Для обзора, работал попеременно на обоих этих арканзасах, по 1 минуте 20 секунд, на каждом, масло применял оливковое, а поскольку этап ещё только формирования микрофаски и основной проработки её, то масла не так мало, а малое пятно контакта не создаёт проблем с «масляной подушкой» под фаской, зато шлам отводится от участка где работаешь — весьма эффективно:

Начал работу я на Пайке, формирование микрофаски. Вышло не особо ровно — я затачивал вручную, но потом всё выровнялось в достаточной степени. Макро 9:1, стэкинг, кроп, 1,3мм. по горизонтали:

Пока что работал в «режиме заточки», хоть и малой амплитудой — риска довольно грубая и ярковыраженная.
Далее, я продолжил на KBJR, подровнял фаски и снял ещё, уже пошла нормальная проработка кромки, но пока «заточная» — параметры макро те же:

Ну, и, наконец, выполнил финиш, опять вернувшись на Пайк, для показания бОльшего контраста его работы в начале формирования микрофаски после грубого абразива, и в конце работы — масло сменил и взял его намного меньше, чуть уменьшил давление и увеличил акцент при движении «на зерно». Получилось вот так — вот теперь нормальный для стамески финиш кромки:

В общем — несмотря на разницу в окрасе и степени просвечиваемости, камни добытые в один период, показывают удивительное сходство в работе, если соблюдено единство или хотя бы явное подобие факторов, влияющих на результат, как-то: давление, амплитуда движений, пятно контакта, СОЖ и её количество и пр.https://www.liveinternet.ru/users/oldtor/post409446344/oldtor















Всегда нравилась мне эта сталь, а недавно появился у меня клиночек от «волчьего века» из неё. Несмотря на известность в узких кругах производителя и на известную в узких кругах термичку, клинок был заточен криво. Т.е. он конечно брил предплечье, но геометрия оставляла желать лучшего. Подводы сильно отличались — один был залинзован, второй плоский, у пятки клинка при заточке явно было выбрано больше, чем надо, и как потом оказалось, есть проблема в несимметричности спусков, так что при равномерном удержании угла заточки, ширина подводов местами гуляет. Так же было неприятно обнаружить на носике клинка прижог, хорошо заметный по цветам побежалости в часовую лупу 10х. Вобщем ситуация с заводской заточкой вполне типическая для отечественного производителя, что расстраивает. Справедливости ради, отмечу, что наилучшая по геометрии и не самая плохая по выполнению заводская заточка мне встречалась на клинках Чебуркова, чему был приятно удивлён в своё время.
Так что пришлось повозиться как следует, клинок я перетачивал на меньший угол — 36 градусов, из расчёта получить на доводочном не более 40 градусов полного угла. На предфинишном этапе на подводах остались следы от более грубого абразива, но совсем вычищать поверхность я не стал, и так работы было много, убедился лишь, что к финишному этапу никаких следов от них нет на РК. Кромка получилась вполне ожидаемой, в работе по 440с арканзас мне вообще всегда нравился, агрессия реза и острота весьма хорошие. Поглядим как покажет себя в работе. Ну а пока что фото клинка и камней, использовавшихся на этапе предфиниша и финиша, два фото в увеличении — предфиниш и финиш.

/oldTor/ http://www.liveinternet.ru/users/oldtor/post261681549/
Продолжая эксперименты с вашитами, обнаружив, что они могут работать куда тоньше чем мне раньше казалось, попробовал поделать ими предфиниш по тщательнее.
Вот так получается на х12мф (увеличение около 150х):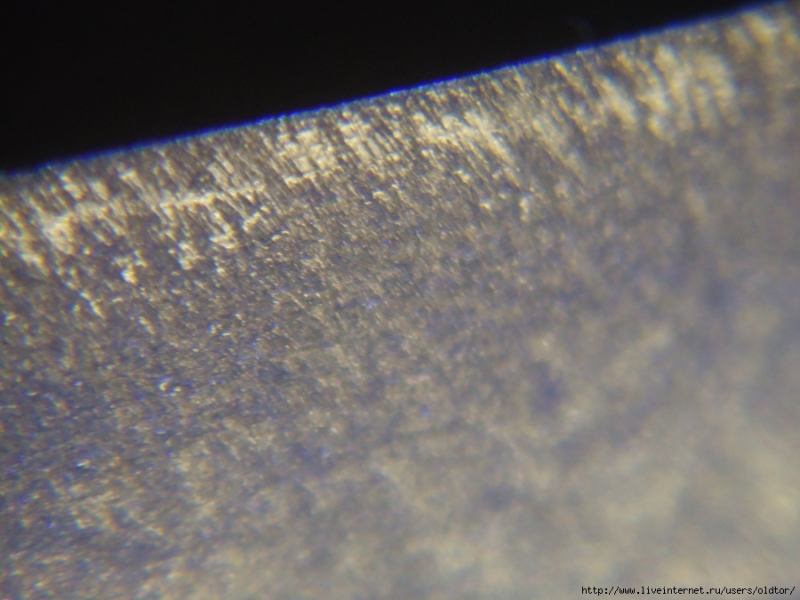 Вот так получается на 65х13 (увеличение около 150х):
Вот так получается на 65х13 (увеличение около 150х):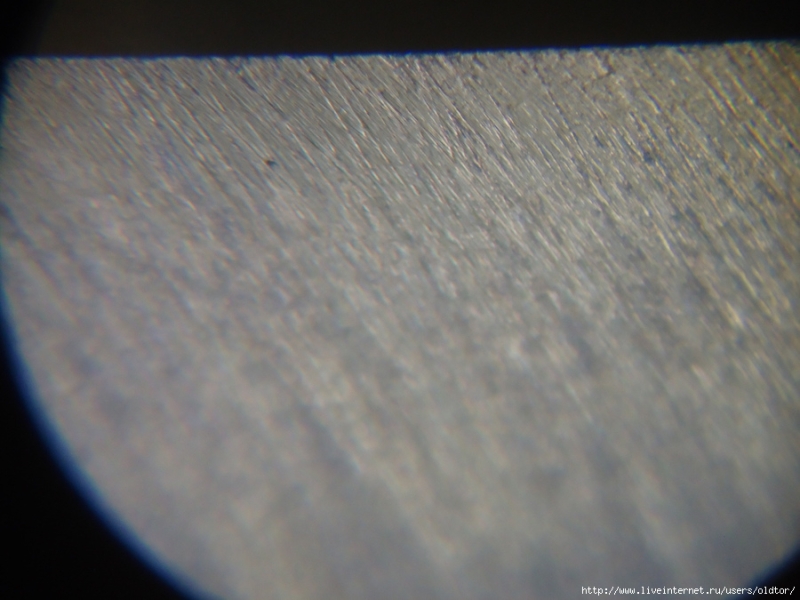 Вот так получается на aus-8 (увеличение около 130х):
Вот так получается на aus-8 (увеличение около 130х):
А вот как получился после вышеуказанного предфиниша на вашите финиш на арканзасе на 65х13):
 И вот так получился финиш на арканзасе после вышеуказанного предфиниша на вашите на aus-8:
И вот так получился финиш на арканзасе после вышеуказанного предфиниша на вашите на aus-8:
Разумеется, дальше буду пробовать фотать и на более интересных сталях, но пока из приемлемых фото что есть, то есть. / oldTor / http://forum.guns.ru/forummessage/224/680423-46.html
Взялся подкорректировать заводскую заточку на своём ZT0550. Для начала использовал, наверное, самый свой любимый синтетический водник — Cerax 707. За 10 минут работы убрал следы от заводских рисок, скорректировал неравномерности подводов — вот уж действительно универсальный камень — очень быстро, очень информативно тактильно, держать угол удобно, засаливание камня весьма умеренное — камень практически начисто споласкивается в ванночке для замачивания. Заусенка получалась довольно пластичная и однородная. В процессе сделал пару фото в увеличении около 70х:

Далее я использовал вашиту, которая «Rosy Red» — именно её характер работы я предположил наиболее подходящим для этой стали. Ею я слегка повысил угол, заусеночка уже практически не образовывалась, масло чернело очень быстро, менял его раза четыре в процессе, работал минут 12. Вот такой вышел результат:
В принципе, можно было бы и оставить такой финиш, но я решил сделать его слегка потоньше — использовал транслюцент арканзас. Опять сделал повышение угла, работал минут 8 — задачу вывести риски от вашиты не ставил — только выйти на кромку арканзасом, слегка «причесав» результат работы вашиты. Вот что получилось:
А вот так полученная поверхность зеркалит в чуть меньшем увеличении и с другим светом, тем не менее хорошо заметны остатки рисок от вашиты:
Также сделал и фото фаски в других ракурсах, «анфас» в увеличении около 130х, и под углом, чтобы разглядеть рельеф поверхности, в увеличении примерно 150х :
Использовавшиеся абразивы:

Вот так всё выглядит после работы:

Пока что меня устроил полученный результат — всё вышло оперативно, необходимую для работы остроту я получил. / oldTor / http://www.liveinternet.ru/users/oldtor/post281654951
Фото результата работы вот этих вашиты и арканзаса последовательно, по стали s35vn:



Время, затраченное на работу на вашите после cerax 707 — 12 минут, на арканзасе — 8 минут (полная «зачистка» рисок от вашиты арканзасом не планировалась, только повышение угла ради скорейшего выхода им на РК).
/ oldTor / http://forum.guns.ru/forummessage/224/680423-49.html
Пришел ко мне pike dental arkansas. Достался, в общем-то, недорого
http://www.ebay.com/itm/301417254793
что-то около трёшки с доставкой.

К сути: долгое время радовался (ну он просвечивает хорошо, выгляит в целом приятно, белых хлопьев в нем почти нет), потом решил посмотреть, нем же он отличается от нелюбимого мной norton-bear hard arkansas, который тогда давал грубоватые результаты.
..Да почти ничем. Самую малость больше белых пятнышек и все. Что меня привело в тупик несколько — позиционировал его сразу, как тонкий.
На ноже, если без прожимания слоя масла и без суспензии — назову это заточным режимом — работает аналогично все другим аркам. В зависимости от нажима и доводки можно получить тонкую равномерную нарезку рисок или чисто довести.
Режим заточки — когда чернеет масло и прет-прет шлам и шурит — стандартен и аналогичен новодельному Pfeil «true hard», купленному в «стамескино» пяток лет назад.
Единственное, чем отличается — лучше выглядит и визуально чище.
Сравнил по работе с Norton-bear 1966 года — тот чуть тверже, если судить тактильно и по тесту на царапание, доводится чуть глаже. В доводочном режиме работает примерно также — чуть пожесче, а вот в заточном — грубее.
Т.е. большая площадь или передав — идут во вред тонкости работы, вызывая суспензию. На микроподводе для ножа в режиме доводки никакой разницы нет(для меня) между hard арками (не беру в расчет пористые арки). Тонкие арки, на мой взгляд, никаких преимуществ пока не показали — больше все зависит от моторики и опыта.
Грубо и плохо norton-bear работал на полной площади стамески
https://fotki.yandex.ru/next/u…/1047822?page=1 и правее —сработал грубовато, но, думаю, просто тут сильно зависит от нажима, т.к. твердая суспензия на гладкой твердой поверхности — похлеще бельгишей по жесткости работы будет. 
Грязюка, идентифицирующая заточной, а не доводочный режим https://fotki.yandex.ru/users/…/1047821?page=1
Нормально — доводочный режим — на микроподводе стамески и ноже kasumi VG-10.. как, например, тут
https://yadi.sk/d/czOffrt7eDPK8
—только результат получен с другого арка. Заусенец оставлен в помощь фокусировке. Смотреть на чистую от рисок часть, которая ближе к РК.
Описание в конце https://yadi.sk/i/vBCAwgDkeDPL7
сразу ко всем трём папкам https://yadi.sk/d/3uPLQLJidCriC .
Дополнение к папке 6 — результат на микрофаске с арка norton-bear был получен уже после наведения суспензии неосторожной пробой проточки всей поверхности подвода стамески.
На бритве Gold Dollar ювелирный арк сработал грубовато и быстровато — тут я работу зерна пока нивелировать не могу, т.к. акцент всегда задан жестко на РК. Режим получился «средний» — не ушел совсем в грязюку, но и работа свободных абразивных частиц под РК ощущалась, как я ни старался уменьшить нажим.
По сути, CF (абстрактный обычный CF) действительно работает тоньше арка. Такого арка. По бритве.
А вот то, что я купил как Grobet Transluscent arkansas и что приобрел безымянное молочное (арканзас, в плане), да и байкалит Гусева — они работают тонко совсем. Мне терпенья не хватило./ Botanic/http://forum.guns.ru/forummessage/224/680423-93.html